СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
258
стержней и делает ненужным применение печей в тех случаях, когда ящики
подогреваются пристроенными к ним электрическими элементами. Конструкция
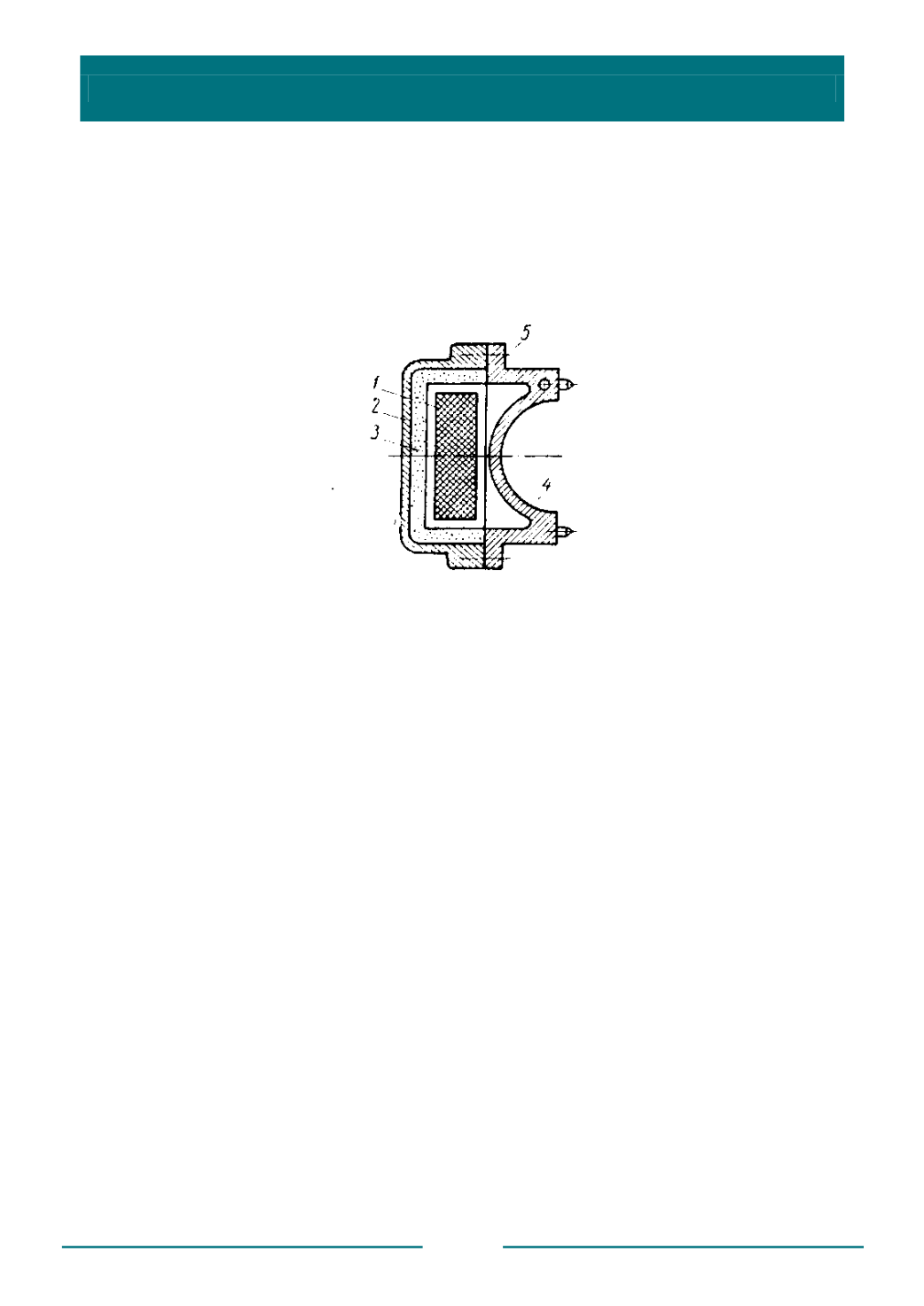
стержневого ящика с индивидуальным электроподогревом показана на рис. 6.15.
Элементы электросопротивления
1
расположены в специальной коробке
2
с
теплоизоляционным слоем
3
. Одна половина стержневого ящика
4
присоединяется
к этой коробке с болтами
5
.
Рис. 6.15. Конструкция стержневого ящика
с индивидуальным электронагревателем:
1
– нагревательный элемент;
2
– коробка;
3
– теплоизоляционный слой;
4
– стержневой ящик;
5
– болт
6.5. Основные свойства песчано-смоляных смесей
При изготовлении оболочковых форм и стержней качество отливок во
многом зависит от свойств смесей. Основными свойствами являются следующие.
В исходном состоянии – потери при прокаливании, температура прилипания,
текучесть, газотворная способность, продолжительность формирования и
отверждения оболочки.
После отверждения проверяют прочность в горячем и холодном состояниях,
газопроницаемость, деформацию при одностороннем нагреве и
трещиноустойчивость.
Потери при прокаливании характеризуют фактическое содержание
летучих веществ в смеси (смола + уротропин); они определяются весовым
способом как разность масс (%) до и после прокаливания навески
смеси 10 г при 902 °С в течение 1,5 ч.
Температура прилипания определяется с помощью приборов, выпускаемых
фирмами «Н.Diеtert, Inс.» (США) и «Gеоrg Fishеr» (Швейцария). На поверхность
нагретого металлического стержня с температурным перепадом от 80 до 150 °С на
длине 80 мм насыпают ровный слой смеси, который после 10 с выдержки сдувают


