СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
245
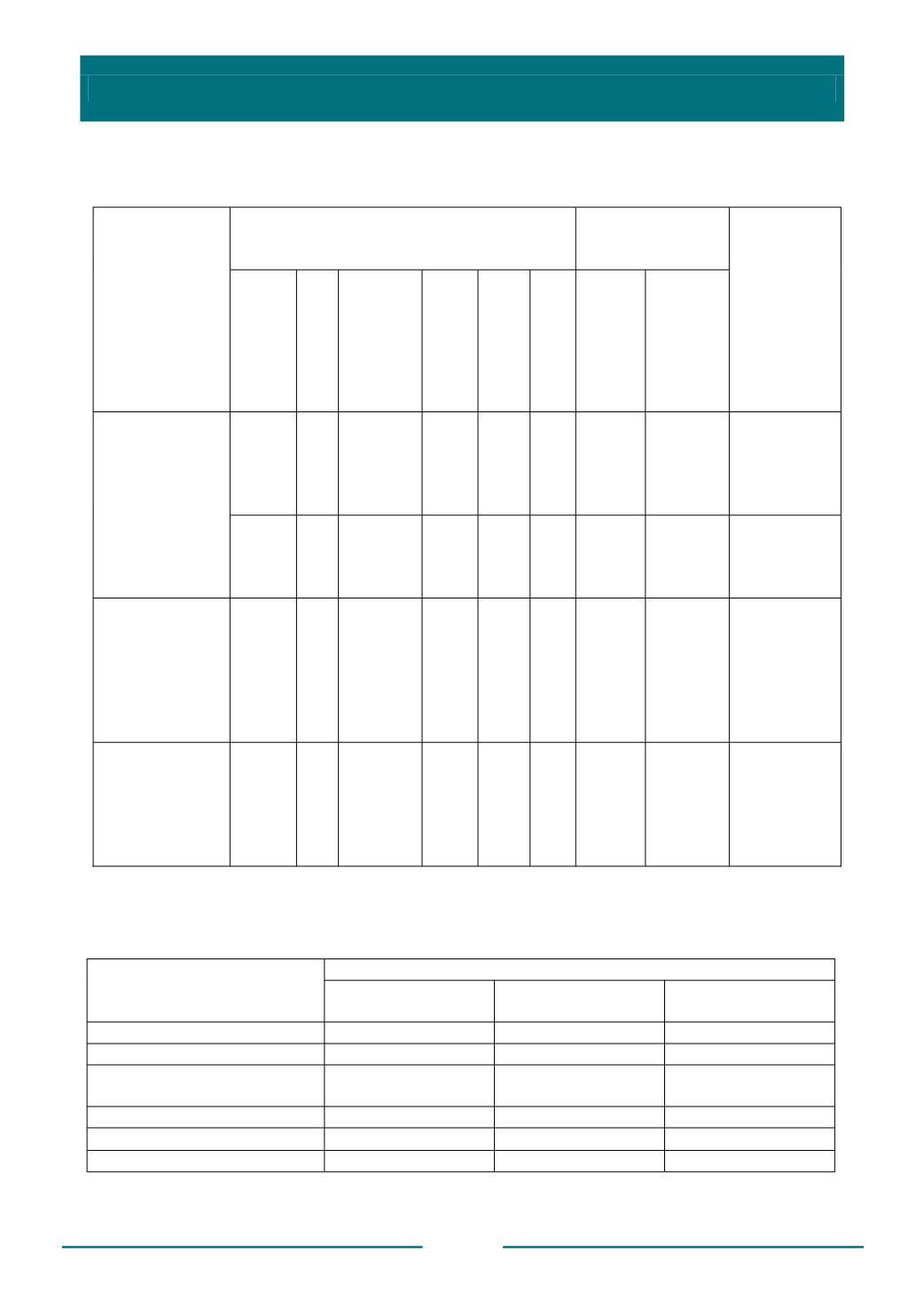
Таблица 6.9
Составы плакированных смесей, применяемых для чугунных и стальных отливок
Технология
приготовления и
оборудование
Содержание составляющих, % (масс.)
Предел прочности
при растяжении
σ
в
, МПа
Область
применения
смеси
Песок
кварцевый
1К016 или 1К01
Смола СФ-015
Уротропин
1
Борная кислота
Стеарат
кальция
1
Водно-восковая
дисперсия
в горячем
состоянии
в холодном
состоянии
Непрерывный
процесс горячего
плакирования
100
5,0 10,0;
33%-ный
водный
раствор
0,06
–
0,1 1,0…1,4 3,5…4,0 Производство
отливок для
тракторов из
углеродистой
стали
100
5,0 8,5;
33%-ный
водный
раствор
0,06
–
0,1 0,8…1,0 3,0…4,0 Производство
чугунных
отливок
Периодический
процесс горячего
плакирования.
Установка
«Fordath-2000»
(Великобритания
)
100
3,5 12,0;
21%-ный
водный
раствор
–
3,2
–
–
4,5…5,0
2
Производство
отливок
из
высоколегиро
ванной стали
Периодический
процесс горячего
плакирования.
Установка
«Maxei-250»
(Франция)
100
4,0 15,0;
33%-ный
водный
раствор
–
4,0
–
до 3,5 до 6,0
2
Производство
чугунных
цилиндров
1
% от смолы;
2
предел прочности при изгибе
Таблица 6.10
Технические характеристики оборудования для горячего плакирования песка
Параметр
Марка установки
15711
«Maxei-250»
(Франция)
«Fordath-2000»
(Великобритания)
Производительность, кг/ч
3000
3000
2000
Масса замеса, кг
250
250
80
Продолжительность цикла,
мин
–
5
3
Мощность, кВт
–
96
25
Габаритные размеры, м
7,3×6,3×7,7
7×6,2×7,7
–
Масса, кг
18900
19000
–
Примечание: Топливо для нагрева песка – природный газ.


