СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
253
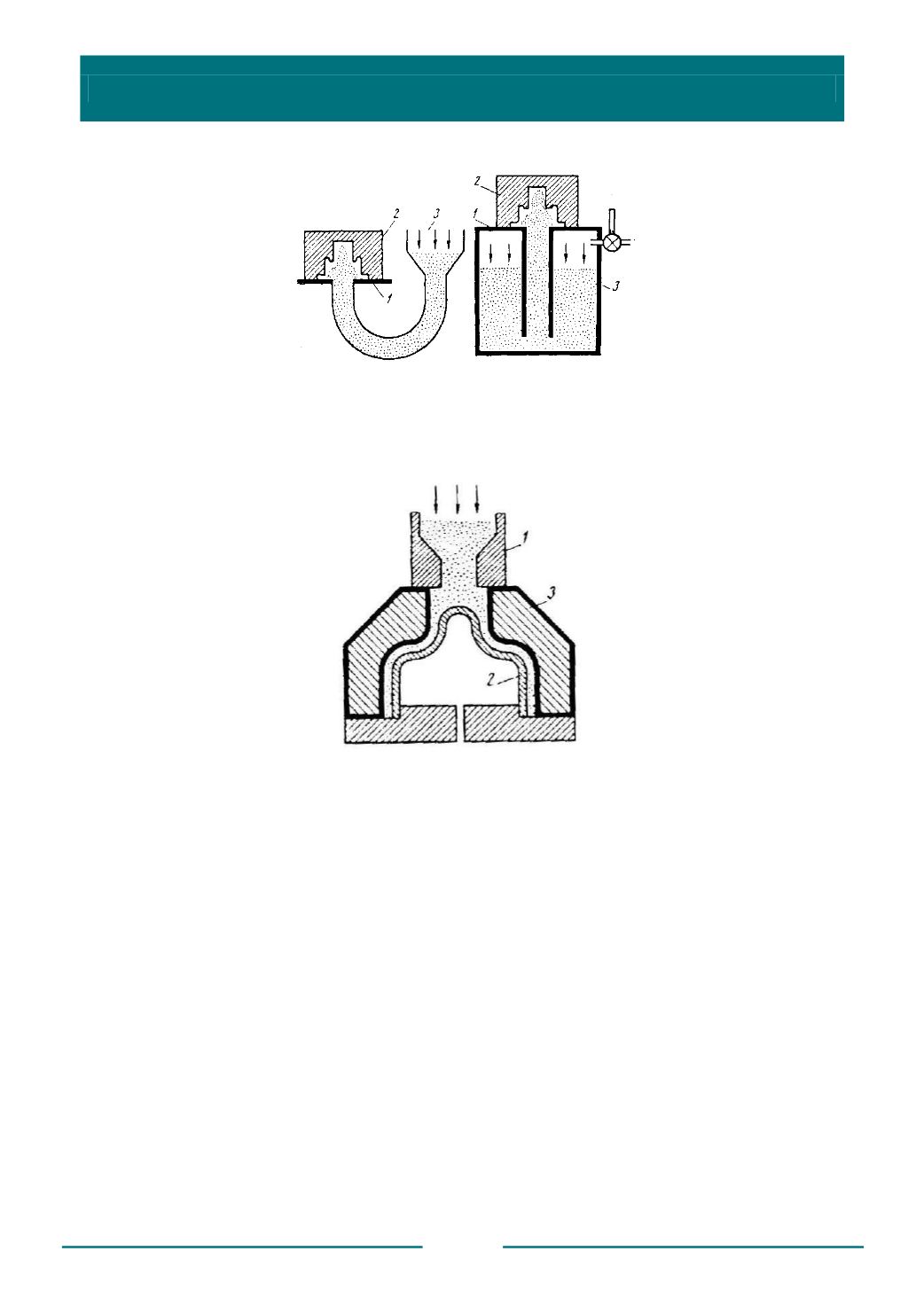
Рис. 6.9. Варианты систем с нижним направлением дутья:
1
– плита;
2
– стержневой ящик;
3
– резервуар с рабочей смесью
Рис. 6.10. Схема изготовления стержней
с помощью нагретого формообразующего элемента:
1
– резервуар с рабочей смесью;
2
– нагретый формообразующий элемент;
3
– стержневой ящик
В машине с боковым направлением дутья (рис. 6.11) рабочий резервуар
1
периодически заполняется песчано-смоляной смесью через загрузочное окно
2
.
Внутри резервуара пневмоцилиндром
3
перемещается цилиндрическая гильза
4
.
Порции смеси из резервуара вдуваются в стержневой ящик
5
; при этом гильза
цилиндра перемещается в крайнее левое положение, а стержневой ящик
пневмоцилиндром
6
прижимается к столу машины
7
и вместе со столом – к
пескодувному соплу
8
. В гильзу подается сжатый воздух, который вдувает
песчано-смоляную смесь в стержневой ящик. В случае если смеси в гильзе
недостаточно для заполнения всей полости стержневого ящика, подачу смеси
повторяют. При работе машины с боковым направлением дутья сжатый воздух


