СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
250
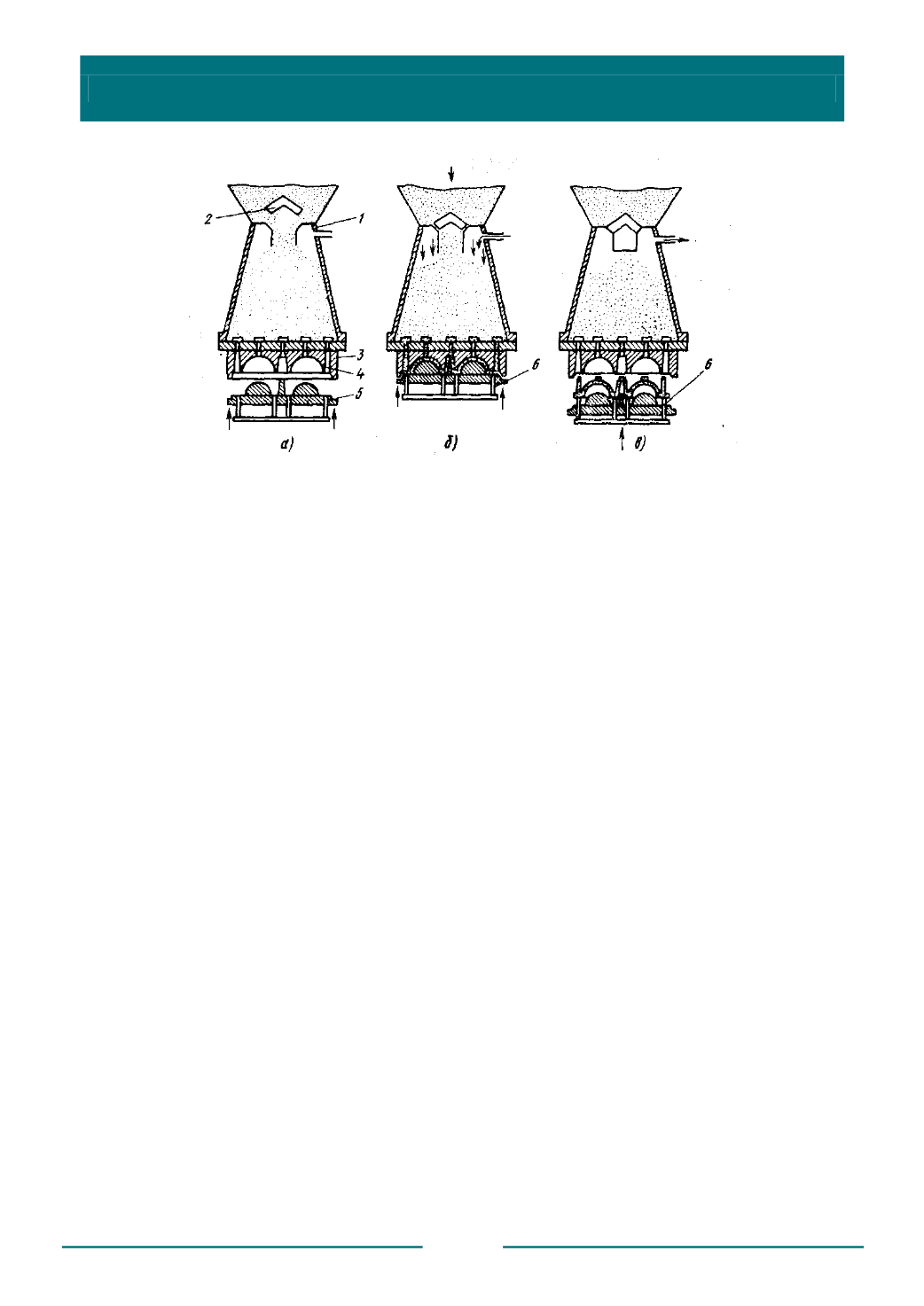
Рис. 6.6. Схемы изготовления оболочковой формы пескодувным методом:
а
– сборка модельного комплекта;
б
– вдув смеси;
в
– разъем модельного комплекта и съем готовой формы;
1
– резервуар;
2
– шибер;
3
– формообразующий насос;
4
– вдувное сопло;
5
– модельная плита;
6
– толкатели;
7 –
оболочка
Для изготовления оболочковых форм в серийном и массовом производстве
используются полуавтоматические и автоматические машины с размерами
оболочек: СКФ-2М – 300×400 мм; СКФ-3М – 500×500 мм; УОФ-1 – 500×700 мм;
УКФ-2 – 400×600 мм; СКБ-3 – 450×900 мм и др.
6.4.3. Изготовление оболочковых стержней
Оболочковые стержни находят широкое применение не только при литье в
оболочковые формы, но и в объемные песчаные и металлические формы.
В настоящее время на практике применяют различные методы изготовления
стержней из песчано-смоляных смесей. В зависимости от сложности
конфигурации стержней их изготовляют методами свободной засыпки,
уплотнения, пескодувным и центробежным.
Метод свободной засыпки
применяют для изготовления стержней простой
конфигурации, без выступающих частей и карманов. Простые стержни получают в
многостержневом ящике с помощью опрокидывающегося бункера.
Недостатком этого метода является невозможность получения однородной
плотности
стенок
стержня
сложной
конфигурации.
Применение
опрокидывающегося бункера и давления воздуха на песчано-смоляную смесь
устраняет этот недостаток.
Пескодувный метод
является наиболее распространенным методом
изготовления оболочковых стержней. Смесь подается в стержневой ящик с
помощью открытой и закрытой систем надува.


