СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
14
3
на термодеструкцию модели по формулам, предложенным О.И. Шинским:
для железоуглеродистых сплавов:
11
2 3
/
3 3
10 1,10
ρ
ρ
× + =
с
Т Т
;
(3.10)
для цветных металлов и сплавов:
11
3 3
/
3 3
10 2,9
ρ
ρ
× + =
с
Т Т
,
(3.10,
а
)
где
/
3
Т
– рекомендуемая температура заливки в песчано-глинистые формы по
извлекаемым моделям; c
1
,ρ
1
– соответственно теплоемкость (Дж/(кг
⋅
с) и
плотность сплава (кг/м
3
); ρ
2
– объемная масса модели, кг/м
3
.
Так же, температуру заливки металла можно принимать с учетом потерь на
термодеструкцию модели по данным таб. 3.9…3.11.
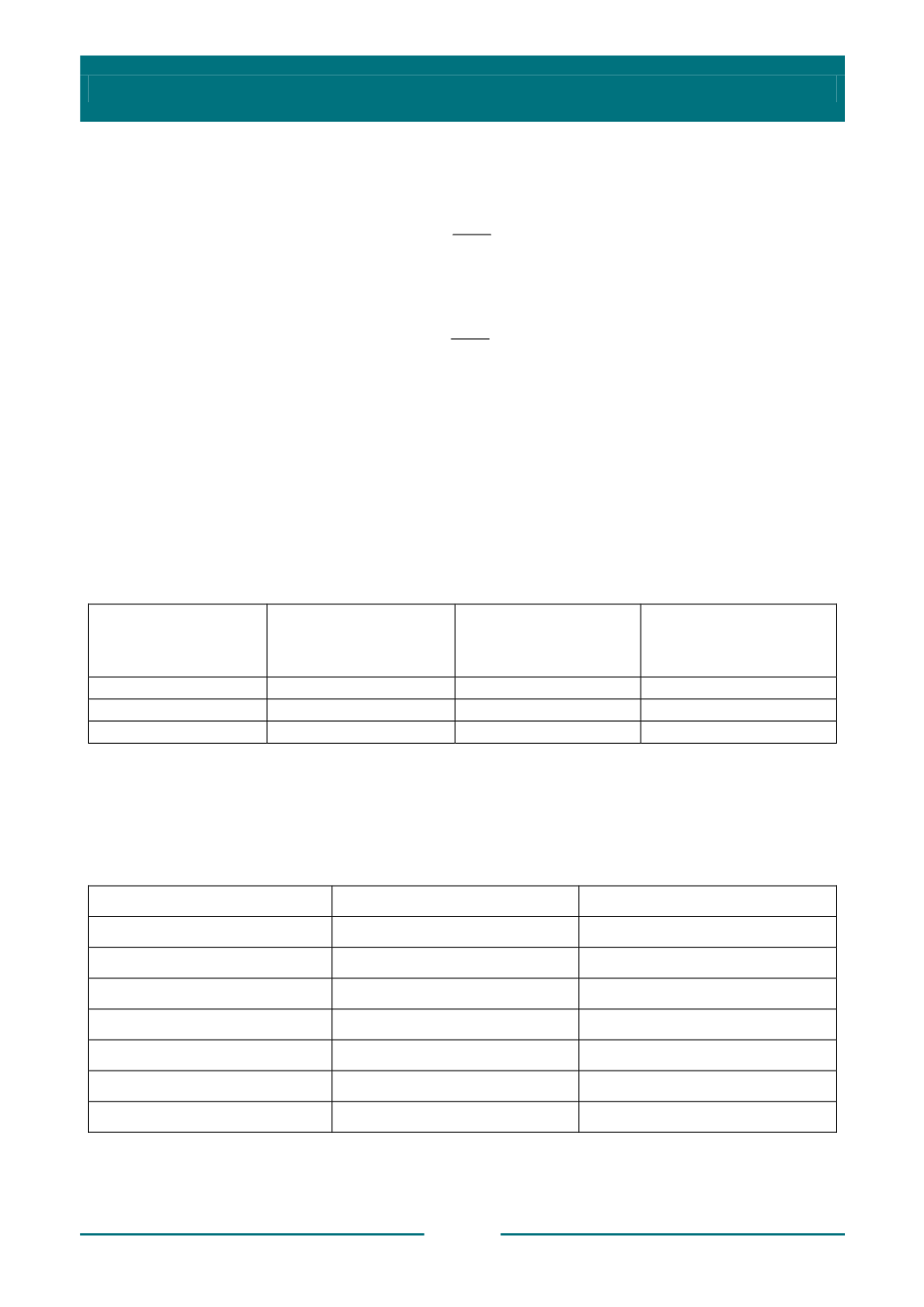
Таблица 3.9
Теплота термодеструкции модели из пенополистирола
Вид сплава
Температура
заливки,
°
С
Разница температур
Т
1
-
Т
2
,
°
С
Удельная теплота
термодеструкции,
кДж/кг
Бронза
1100
31
9200
Чугун
1300
35
10118
Сталь
1550
55
11131
Примечание
:
Т
1
и
Т
2
– температуры жидкого металла в начале заливки в форму с
извлекаемой моделью и с газифицируемой моделью.
Таблица 3.10
Рекомендуемые температуры заливки форм при ЛГМ
Толщина стенки, мм
Серый чугун
Среднеуглеродистая сталь
До 5
1400…1500
–
5…10
1375…1465
1595…1635
10…20
1355…1435
1595…1605
20…50
1335…1414
1595…1600
50…100
1265…1375
1575…1585
100...200
1235…1335
1565…1585
Более 200
1215…1315
1555…1585


