СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
131
Для чугунных отливок (а.с. №346012) предлагается покрытие с высокой
газопроницаемостью, когезионной и адгезионной прочностью на основе органических
термостойких смол следующего состава, масс. % :
фенолформальдегидная смола
9…10;
борная кислота
0,06…0,08;
поливинилбутираль
2…3;
вспученный фильтровальный перлит
7…9;
этиловый спирт гидролизный
остальное.
Для стальных отливок вместо вспученного перлита применяется
термообработанный маршалит.
Повышенной
газопроницаемостью
и
прочностью
обладают
противопригарные покрытия, состав которых приведен в табл. 3.7.
В качестве огнеупорного наполнителя для стальных отливок используются:
маршалит, дистен-силлиманит, цирконовый концентрат; для чугунных
отливок – дистен-силлиманит, графит (скрытокристаллический 80 % и
кристаллический 20 %), перлит вспученный; для цветного литья – перлит
вспученный, тальк, графит кристаллический. Газопроницаемость покрытия
увеличивается с увеличением зернистости огнеупорного наполнителя в краске.
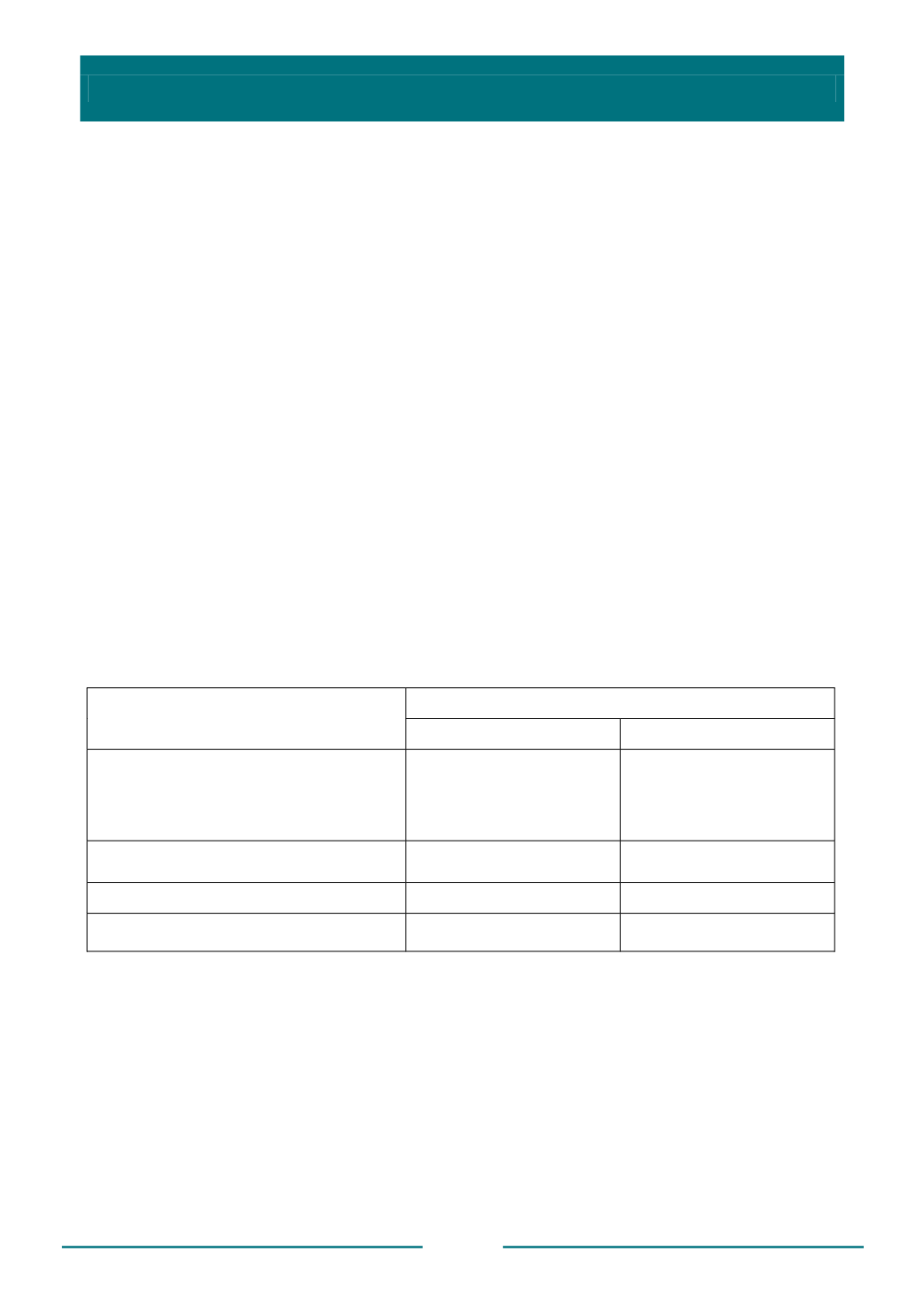
Состав водных противопригарных покрытий
Таблица 3.7
Наименование компонентов
Объемная доля, %
для нанесения кистью
для пульверизатора
Водный раствор натрий
карбоксиметилцеллюлоза (Na-КМЦ)
массовой концентрации 30…35 г/см
3
38
55
Смола СФЖ-309
8
12
Спирт гидролизный
4
6
Огнеупорный наполнитель
50
25
Для неответственных мелких отливок можно применять водные покрытия на
основе паст ГП-1, ГП-2 для чугунных отливок и ТП-1, ТП-2 для отливок
из цветных сплавов.
Выбор способа нанесения покрытия определяется конструктивными
параметрами модели, ее габаритами, жесткостью, прочностью и серийностью
производства. Мелкие модели, собранные в блоки, и отдельные модели,
обладающие достаточной жесткостью, красятся окунанием. Модель необходимо
погружать в краску медленно, строго вертикально, с опорой на всю верхнюю


