СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
137
газифицируемой модели, выходят из болванов в атмосферу несколькими путями:
через вентиляционные каналы в болване, через формовочную смесь в болване,
через вентиляционные каналы в модели отливки и в модели прибыли и
вентиляционные каналы в форме.
Формовку разъемной модели с применением протяжного шаблона
применяют при необходимости, например, получить отливку по газифицируемым
моделям коробчатой формы с верхней стенкой, имеющей цилиндрическую
поверхность. Модель изготовляют разъемной, а часть модели, оформляющей
цилиндрическую стенку – отъемной. После изготовления постели на нее
устанавливают нижнюю часть модели и заполняют формовочной смесью при
одновременном уплотнении формы примерно до уровня отъемной части. Затем
устанавливают на модель направляющие для шаблонов, укрепляют их и
продолжают формовку, снимая излишек формовочной смеси с помощью шаблона,
перемещаемого вдоль по направляющим. Получив, таким образом, требуемую
поверхность, снимают направляющие и устанавливают отъемную часть, после
чего завершают формовку.
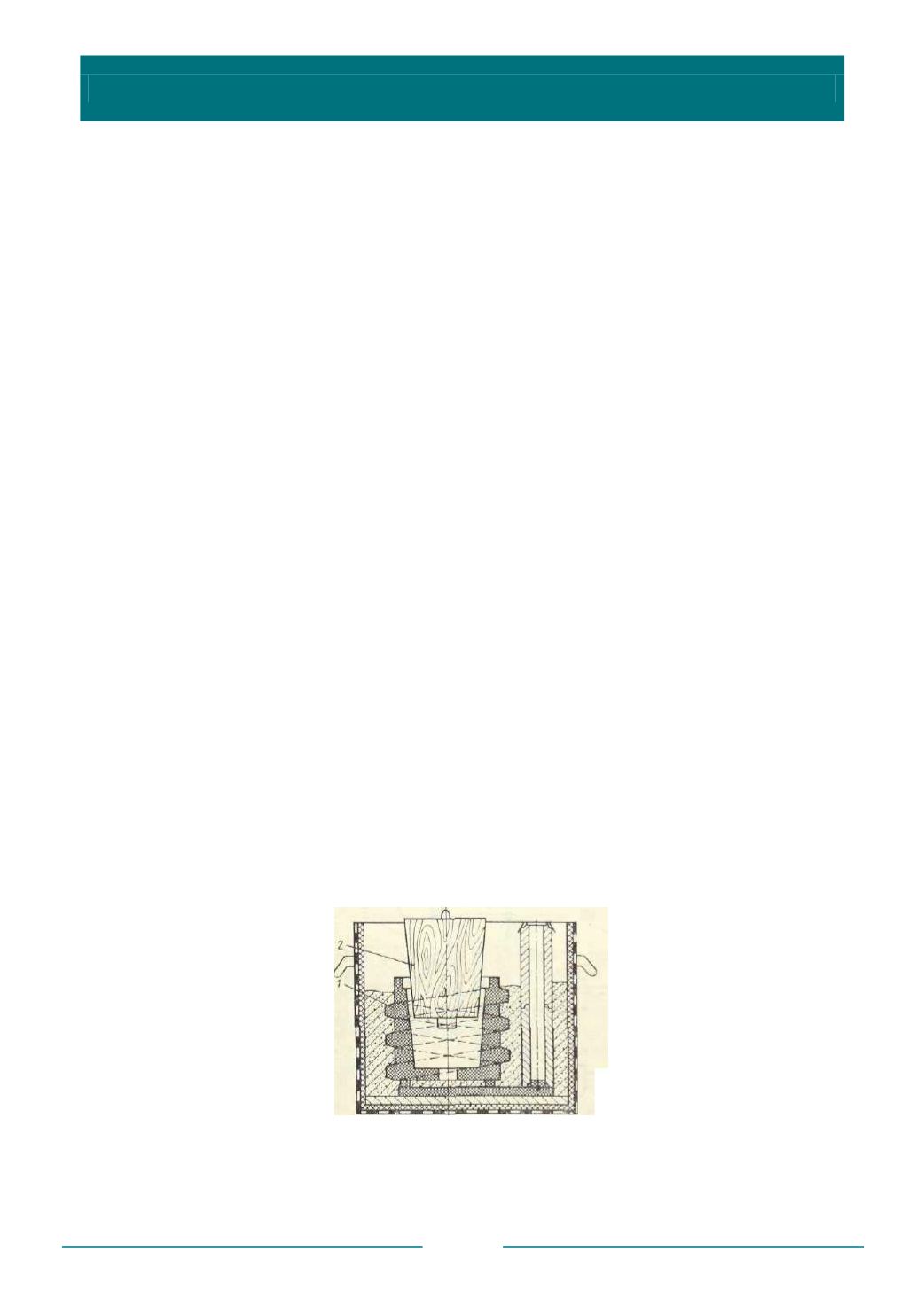
Формовка комбинированной модели применяется при мелкосерийном
производстве отливок, имеющих сложную конфигурацию, толстые стенки и
большую массу. На рис. 3.7 приведена схема формовки с применением
комбинированной модели отливки, имеющей винтообразное ребро по наружной
поверхности. На модельной плите размещается деревянный остов модели и
отъемные части, оформляющие винтообразное ребро. После уплотнения смеси
полуформу вместе с модельной плитой кантуют, деревянный остов модели
извлекают, а отъемная часть, выполняющая винтообразное ребро, остается в
форме и при заливке газифицируется металлом.
Наиболее перспективным материалом для изготовления форм по
газифицированным моделям, независимо от серийности производства, являются
сухие пески без связующего. В качестве материала формы при этом способе
можно применять не только сухой кварцевый песок, но и хромитовый и
цирконовый пески.
Рис. 3.7. Схема формовки с применением комбинированной модели:
1
– модель;
2
– деревянный каркас


