СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
138
Процесс формовки осуществляется следующим образом (рис. 3.8). На дно
опоки-контейнера засыпают постель из сухого песка толщиной 100…150 мм и
уплотняют его (обычно вибрацией) и затем в опоку устанавливают предварительно
окрашенную противопригарной краской модель с литниковой системой. После
этого опоку заполняют песком доверху при одновременной вибрации.
Уплотненную таким образом форму накрывают перфорированным металлическим
листом с отверстиями для выхода газов, устанавливают литниковую чашу
(рис. 3.8,
а
) и, если требуется, груз.
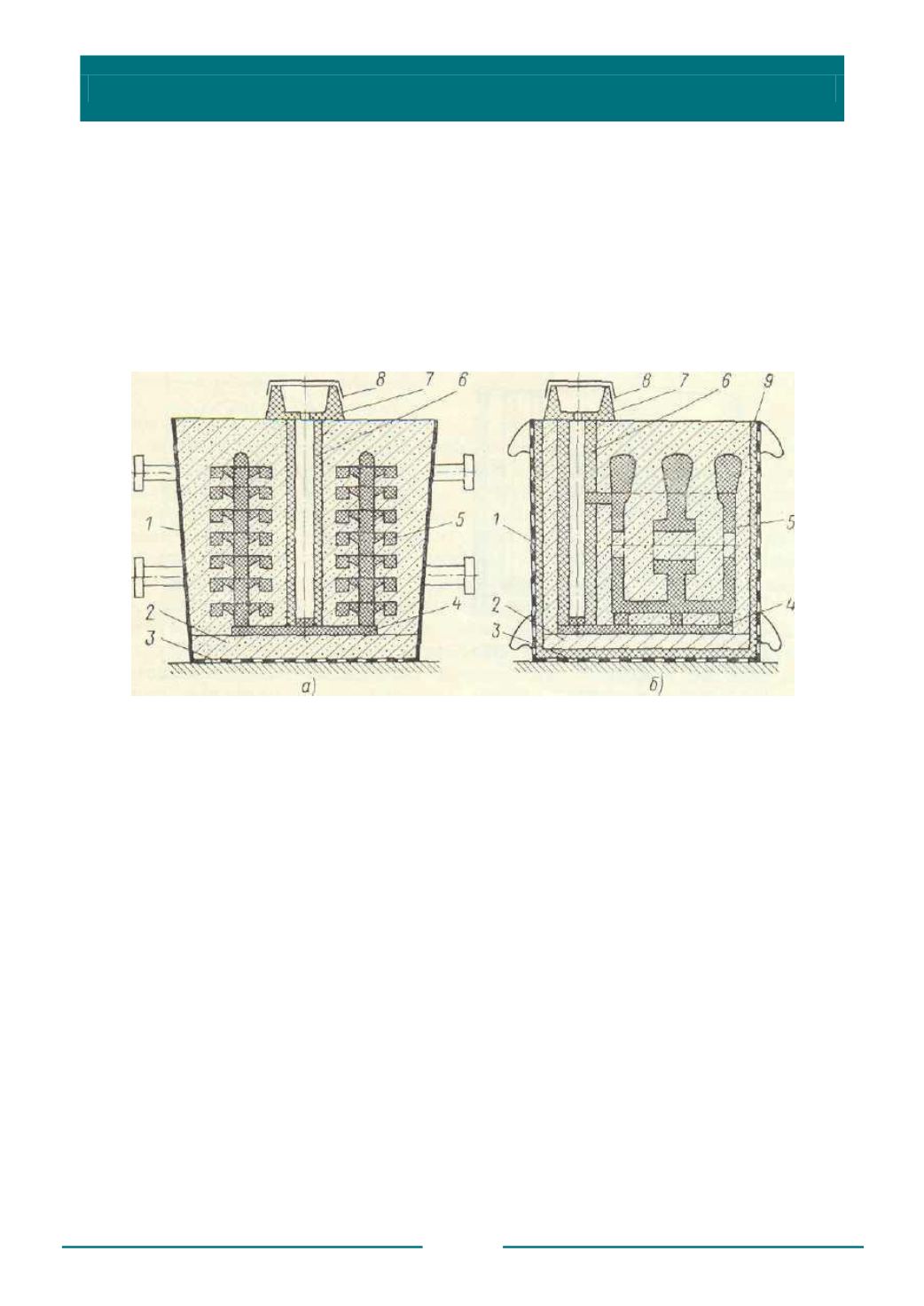
Рис. 3.8. Формовка по пенополистироловым моделям с засыпкой сухим песком:
а
– опока-контейнер с глухими стенками;
б
– опока-контейнер с отверстиями;
1
– стенка;
2
– постель;
3
– дно;
4
– модель литника;
5 –
модель отливки;
6
– керамический стояк;
7
– чаша;
8
– крышка;
9
– пористый асбестовый лист
При изготовлении форм засыпкой моделей сухим песком рекомендуется
использовать специальные опоки-контейнеры, имеющие в стенках и дне окна и
отверстия, закрытые мелкой сеткой, предназначенные для отвода из формы газов,
выделяющихся при газификации моделей (рис. 3.8,
б
).
3.8. Литниковые системы
Одним из основных правил заливки формы металлом при ЛГМ является
условие создания плоского фронта взаимодействия металла с моделью,
способствующего постепенному замещению ее расплавом. Эти условия можно
выполнить только при сифонном рассредоточенном подводе металла в полость
формы. Это условие необходимо соблюдать при получении отливок в форме из
сухого песка, а также при производстве среднего и крупного литья из
железоуглеродистых и медных сплавов. При получении мелких и тонкостенных


