СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
134
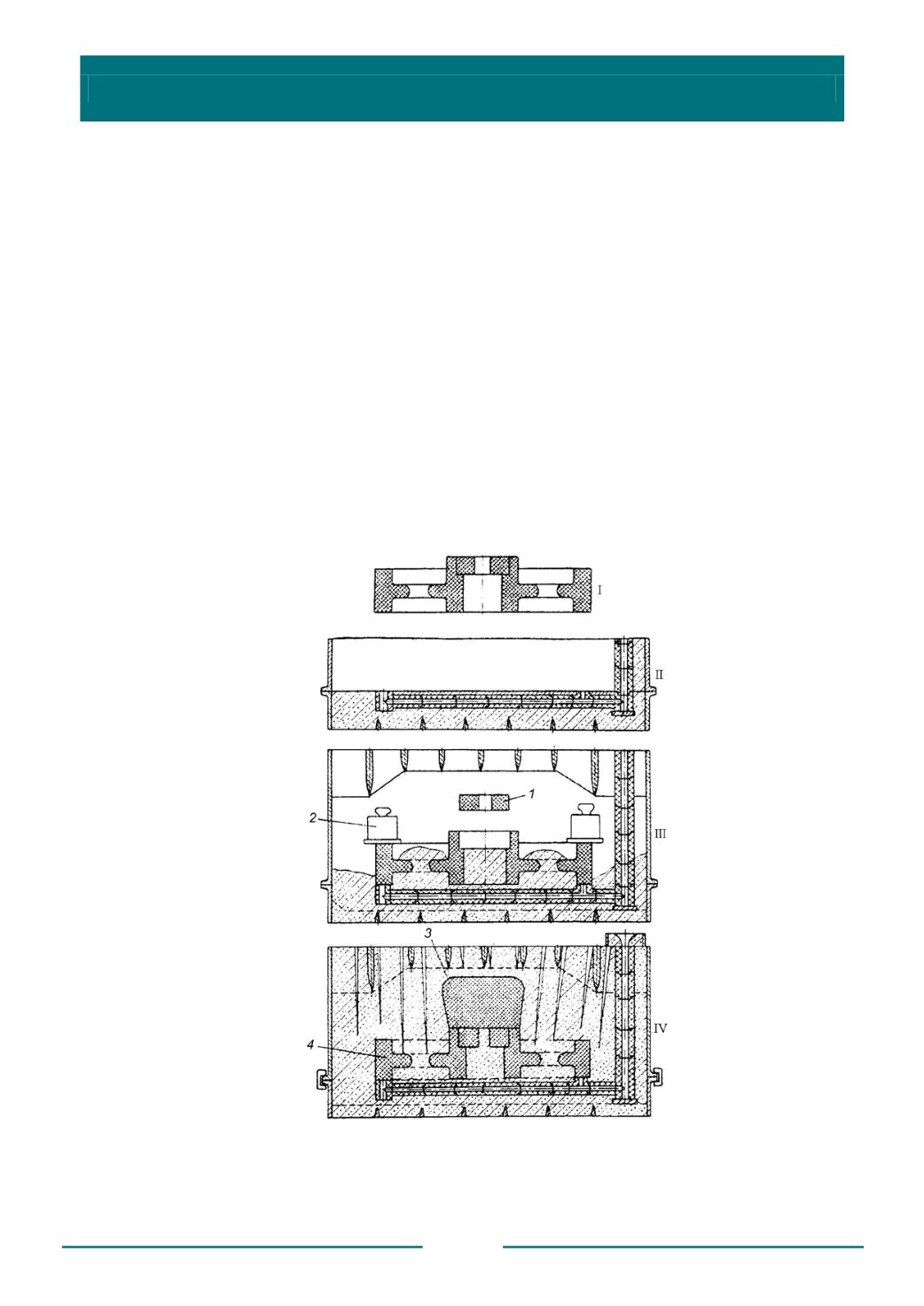
На рис.3.5 изображена схема формовки по неразъемной модели (поз. I)
с отъемной частью
1
в песчано-глинистую смесь. Сначала (поз. II) изготовляют
нижнюю часть формы, одновременно устанавливают литниковую систему из
керамических трубок, а также прокладывают вентиляционные каналы
(из пенополистироловых элементов). Затем в форму устанавливают модель
(поз. III). Для предотвращения смещения модели при последующих операциях
формовки на нее помещают грузы
2
, которые укладывают на прокладки
(чаще всего деревянные) во избежание повреждения модели
4
. После этого модель
обкладывают формовочной смесью, заполняют поднутрения и уплотняют смесь
ручной трамбовкой. При использовании жидкостекольной смеси в уплотненной
части формы делают наколы и производят сушку углекислым газом. При
формовке, по мере необходимости, устанавливают модели элементов литниковой
системы, прибылей
3
, снимают грузы и уплотняют смесь в остальной части опоки,
в форме делают вентиляционные наколы, затем устанавливают литниковую чашу,
скрепляют форму или укладывают на нее груз (поз. IV).
Рис. 3.5. Схема формовки неразъемной модели в песчано-глинистую смесь:
1
– отъемная часть;
2
– грузы;
3
– модель прибыли;
4
– модель отливки


