СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
144
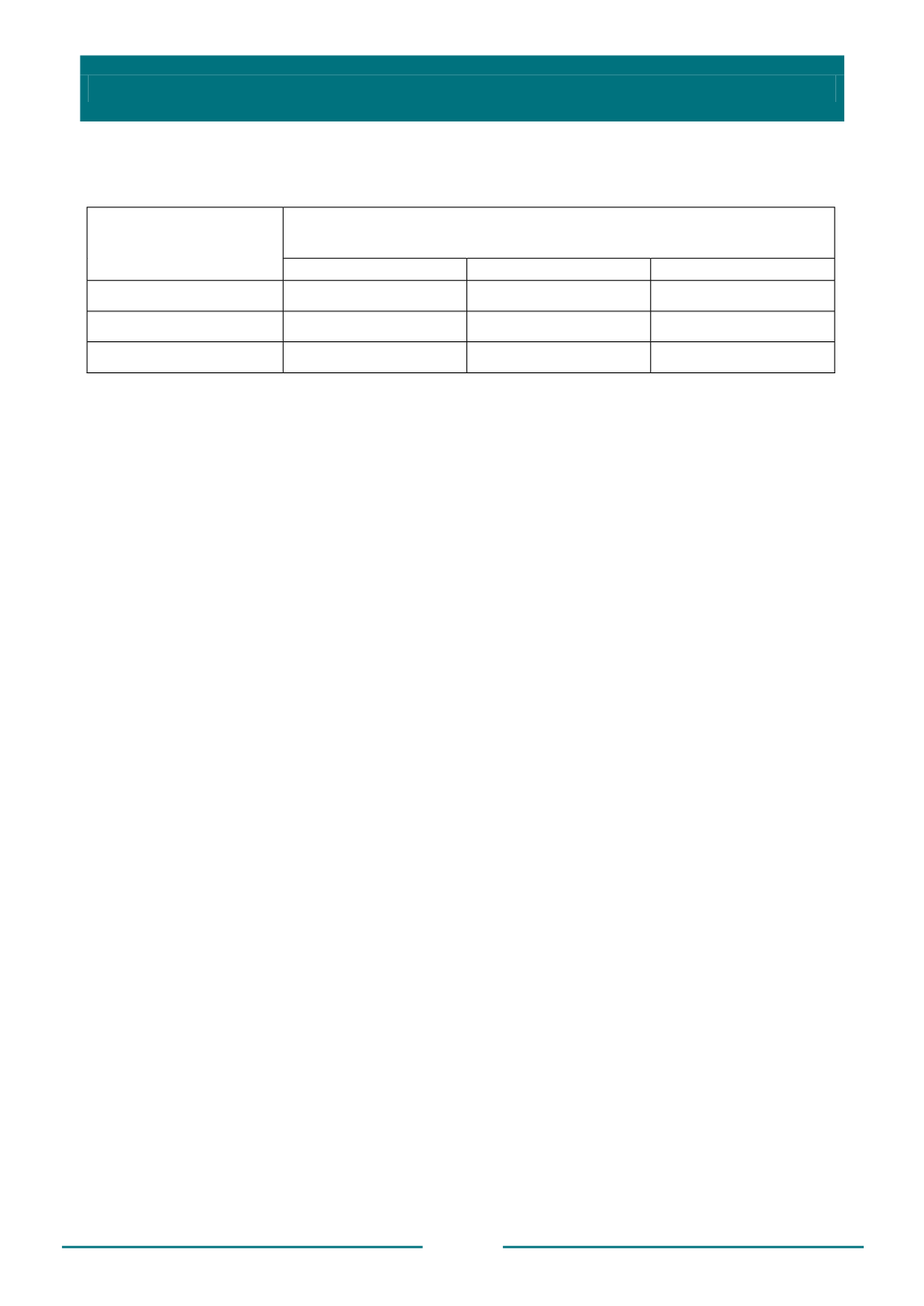
Рекомендуемые температуры заливки форм при ЛГМ
Таблица 3.11
Медные сплавы
Температура заливки сплавов в °С для средней толщины
стенок отливки, мм
10
20
40
БрО3Ц7С5Н1
1120…1170
1100…1150
1100…1120
БрА9МцЛ2
1130…1180
1100…1150
1100…1130
ЛЦ16К4
980…1030
950…1000
950…980
Конструкция литниковой системы зависит от вида сплава, габаритов
отливки, ее массы и способа формовки.
При единичном производстве крупных отливок из черных сплавов
литниковая система состоит из стояка, литникового хода и питателя. Количество
литниковых ходов и питателей зависит от габарита отливки и ее массы. Как
правило, все элементы литниковой системы выполняются из керамики (сифонного
припаса), а литниковая чаща делается из формовочной (стержневой) смеси или
применяется керамическая воронка. Литниковая система выполняется только
сифоном с подводом металла в самые нижние поверхности отливки.
При серийном производстве отливок литниковая система состоит из питателей,
шлакоулавливателя, коллектора, стояка и чаши. В зависимости от массы отливки
(отливок) и вида сплава литниковая система выполняется из пенополистирола,
включая стояк и чашу, или из керамики и других огнеупорных материалов; или
комбинированная, при которой питатели, шлаковик и коллектор выполняются из
пенополистирола, а стояк и чаша из керамики или из стержневой смеси.
К конструкции литниковой системы при ЛГМ предъявляются определенные
требования, которые обусловлены особенностями данной технологии.
Литниковая система из пенополистирола должна быть достаточно прочной и
жесткой, обеспечивающей цельность модельного блока при его покраске,
транспортировке, хранении и формовке.
Сборка элементов литниковой системы должна быть простой и надежной,
желательно без применения сварки и клея. Предпочтительно секционное
исполнение литниковой системы, где каждая секция состоит из коллектора и части
стояка, что позволяет производить быструю сборку модельного блока.
Питатели должны составлять с моделью единое целое и изготавливаться с
моделью или ее частью в одной пресс-форме,
Элементы литниковой системы из пенополистирола должны изготавливаться
в простой пресс-форме с одним разъемом.


