СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
127
При отсутствии вакуума для улучшения заполнения полости гранулами
между плитами при их запирании сохраняется небольшой зазор (0,25 мм), который
после заполнения полости гранулами ликвидируется за счет плотного смыкания
модельных плит. Конструктивные элементы модельных вставок выполняются в
соответствии с требованиями, которые предъявляются к модельной оснастке для
автоклавного способа.
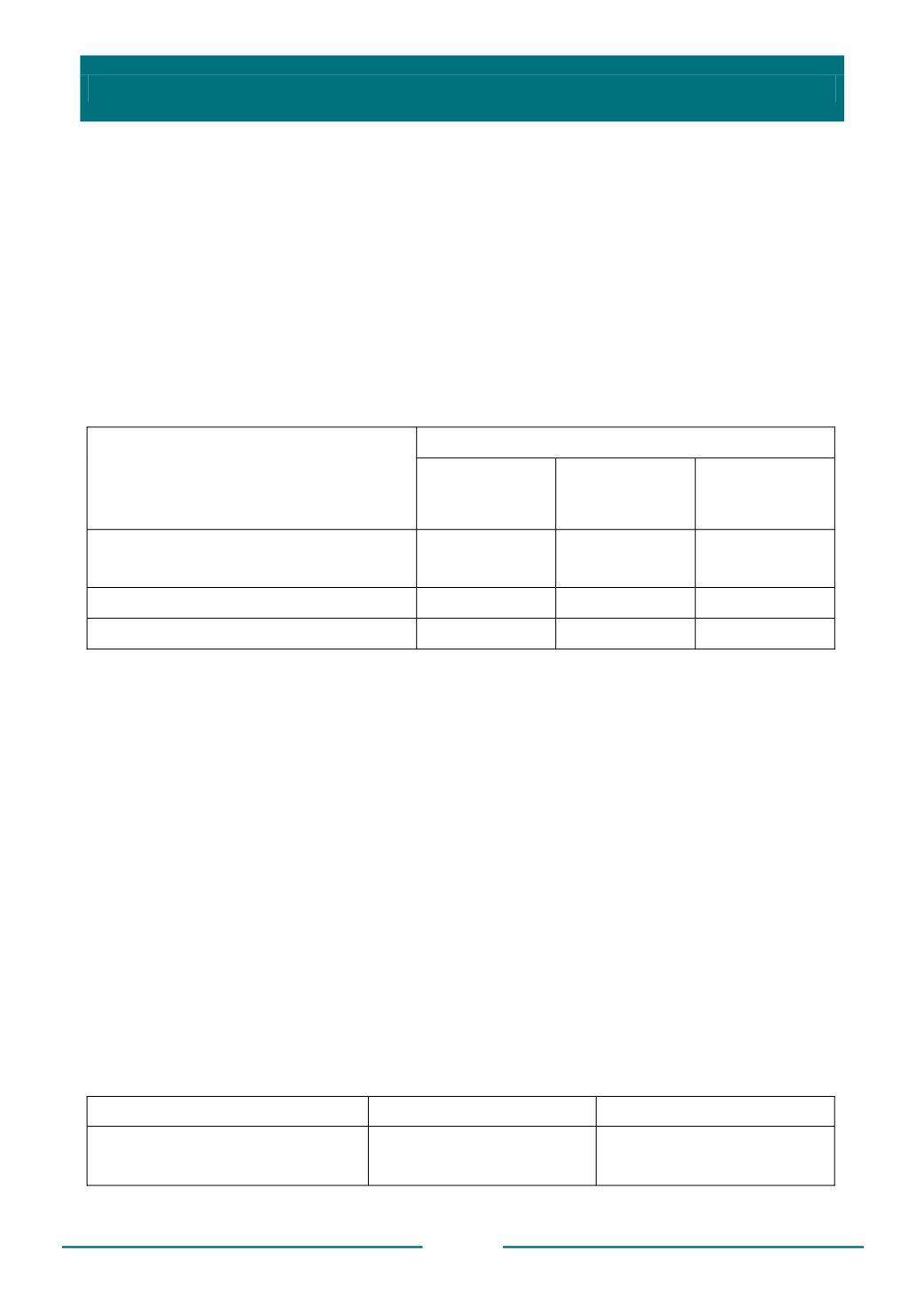
Влияние конструкции пресс-форм на параметры формирования моделей
представлены в табл. 3.3.
Таблица 3.3
Параметры формирования отливки в зависимости от конструкции пресс-форм
Характеристика
Значение характеристик для камеры
ящичного типа
контурного
типа
в виде
трубчатых
каналов
Продолжительность вспенивания, с
150
90
42
Расход пара, %
100
50
27
Расход воды, л
45
10
3
3.5. Способы сборки моделей в модельные блоки
В единичном и мелкосерийном производстве отливок модели изготавливаются
из пенополистироловых плит и блоков (пенопласта ПСБ-Л) механической
обработкой на деревообрабатывающих станках или на специальных установках с
помощью нагретой нихромовой проволоки. При использовании механической
обработки заготовки для изготовления модели вырезается из пенополистироловой
плиты на станках ленточными пилами с шириной полотна 12…35 мм и с профилем
зубьев в виде прямоугольника с углом заострения 60…65° или дисковыми пилами,
имеющими зубья в виде равнобедренного или равностороннего треугольника с
углом заострения 50…60°. Развал зубьев на сторону составляет 0,1…0,15 мм.
Рекомендуемые режимы резания плит представлены в табл. 3.4.
Режимы резания заготовок из плит пенополистирола
Таблица 3.4
Наименование станка
Скорость резания, м/с
Подача, м/мин
Ленточнопильный
Круглопильный
20…30
30…80
1,0…1,5
3,0…4,0


