СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
126
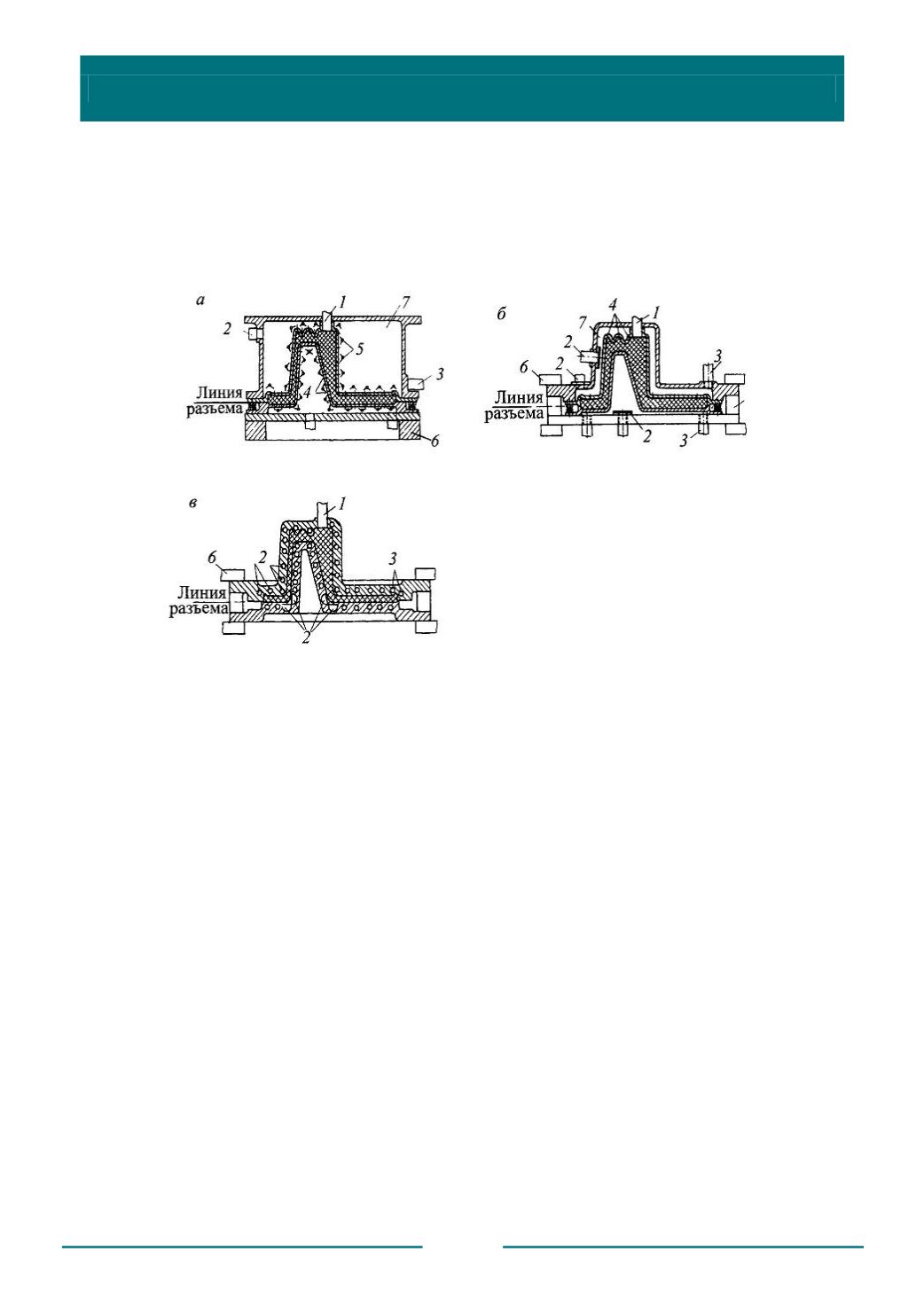
По своей конструкции паровая камера бывает коробчатой (рис. 3.4,
а
) и
контурной формы (рис. 3.4,
б
)
.
Более сложная конструкция пресс-формы с
трубчатыми каналами в ее стенках, по которым подается пар в полость пресс-формы
при изготовлении модели, представлена на рис. 3.4,
в
.
Рис. 3.4. Разновидности конструкций пресс-форм для машинного изготовления
моделей внешним тепловым ударом:
а
– коробчатая;
б –
контурная;
в
– с трубчатыми каналами в стенках:
1
– загрузка гранул;
2
– отверстие для ввода пара, воды и воздуха;
3
– отверстие для вывода отработанного пара, воды и воздуха;
4
– венты;
5 – водяные форсунки;
6
– плита машины;
7
– камера
При машинном изготовлении моделей паровая камера является
принадлежностью машины, а модельная плита крепится к камере болтовым
соединением и является съемной. На модельной плите располагаются одна или
несколько вставок, формирующих модель или ее отдельные части. Модельная плита
делается из нержавеющей стали с гнездами под модельные вставки, которые
изготавливаются из термостойкой пластмассы с гальваническим покрытием медью
или никелем или из алюминиевых сплавов. Важным элементом пресс-формы
является перфорация модельной вставки, которая должна обеспечить направленный
поток воздуха при заполнении полости пресс-формы гранулами и нормальную
подачу пара при изготовлении модели. При использовании вакуума для улучшения
процесса заполнения полости пресс-формы гранулами и обработки их паром
модельные плиты смыкаются плотно, герметизируя полость пресс-формы.


