СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
121
2
τ =10 δ ,
а
где δ – половина приведенной толщины стенки модели, мм;
а –
коэффициент температуропроводности материала пресс-формы, м
2
/ч.
Существенным недостатком ванного способа изготовления моделей является
их высокая влажность после извлечения из пресс-формы (до 20 %). Поэтому
модели, получаемые данным способом, должны проходить длительную сушку.
При автоклавном способе изготовления модели пресс-форма, заполненная
гранулами пенополистирола, помещается в автоклав, в который подается
насыщенный пар при температуре 110…120 °С и давлении 0,13…0,14 МПа.
Пресс-форма выдерживается в автоклаве необходимое время для спекания модели,
после чего пар стравливается из автоклава и пресс-форма извлекается.
Затем пресс-форма охлаждается в воде при температуре 15…20 °С и модель
извлекается. В автоклаве процесс теплообмена осуществляется как за счет
проникновения насыщенного пара внутрь пресс-формы через венты, установленные
в ее стенках, так и за счет теплопроводности через стенки пресс-формы. Для
качественного спекания модели необходимо, чтобы площадь отверстий вент
составляла не менее 2 % от рабочей площади поверхности пресс-формы.
Продолжительность цикла изготовления модели в автоклаве определяется
экспериментально для каждой партии полистирола в зависимости от толщины
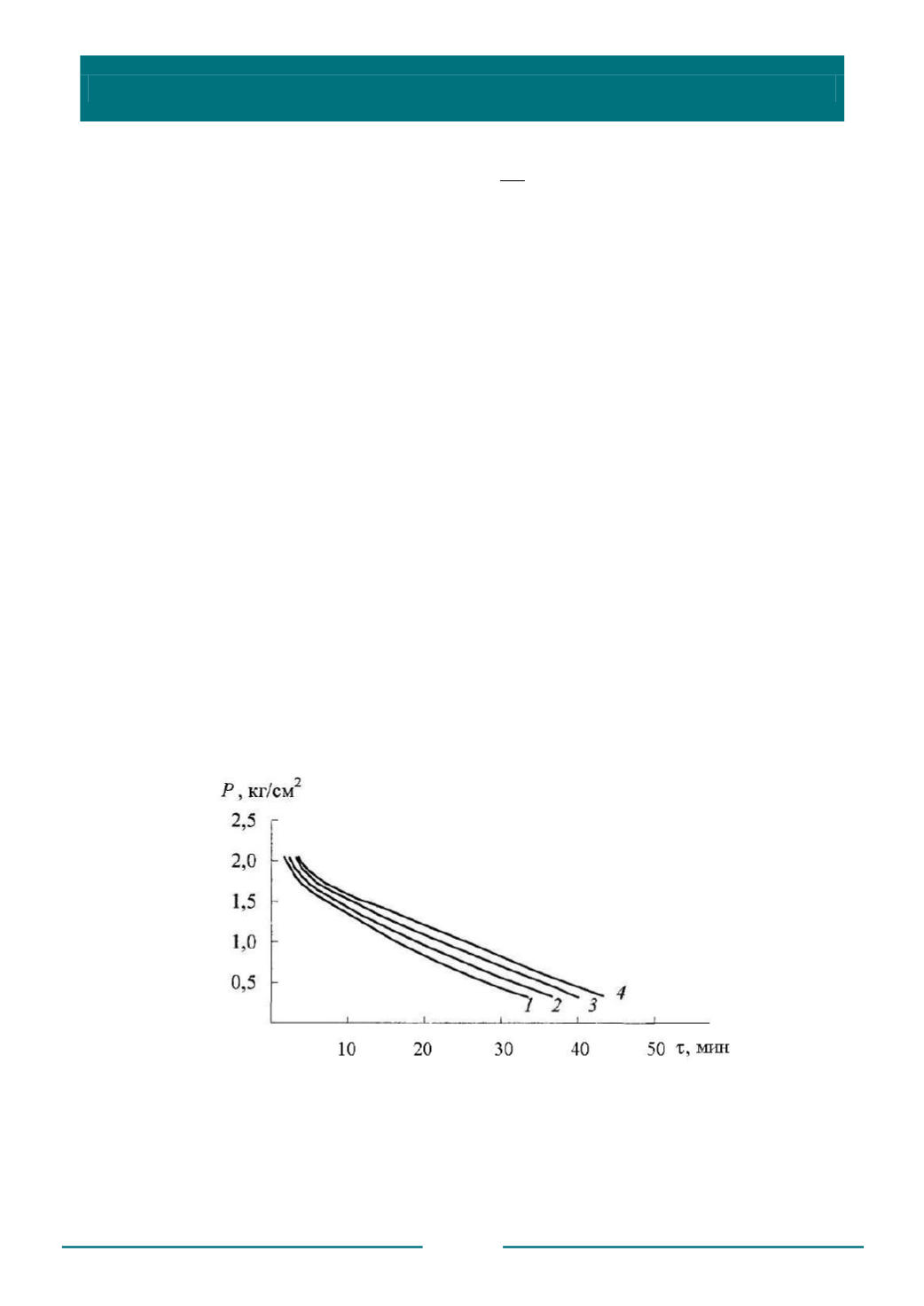
стенки модели, конструкции пресс-формы, температуры и давления пара. На рис. 3.2
представлена зависимость продолжительности спекания моделей от давления пара и
толщины стенок модели в автоклаве при расходе пара менее 0,2 кг/мин. При толщине
стенок модели менее 10 мм пресс-форма может не иметь вент.
Рис. 3.2. Оптимальные режимы изготовления моделей автоклавным способом из
ПСВ-Л фракции 1-1,6 мм в зависимости от толщины стенки:
1
– 10 мм;
2
– 20 мм;
3
– 40 мм;
4
– 80 мм


