СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
123
пресс-формы должно обеспечить равномерное распределение пара по всему объему
пресс-формы. Зона действия пара от инжектора описывается
радиусом около 100 мм. Процесс изготовления моделей внутренним тепловым
ударом скоротечен, он просто механизируется и автоматизируется, поэтому его
успешно можно применять как при мелкосерийном, так и при серийном
производстве для получения моделей с толщиной стенок более 40 мм.
При внешнем тепловом ударе пресс-форма устанавливается в камеру, куда
подается насыщенный пар со скоростью не менее 1 кг/мин под давлением
0,2…0,35 МПа с температурой 110…120 °С. Пар поступает через венты в пресс-
форму, которая предварительно заполняется гранулами вспененного полистирола.
Существует несколько вариантов применения данного способа для изготовления
моделей, один из которых представлен на рис. 3.3.
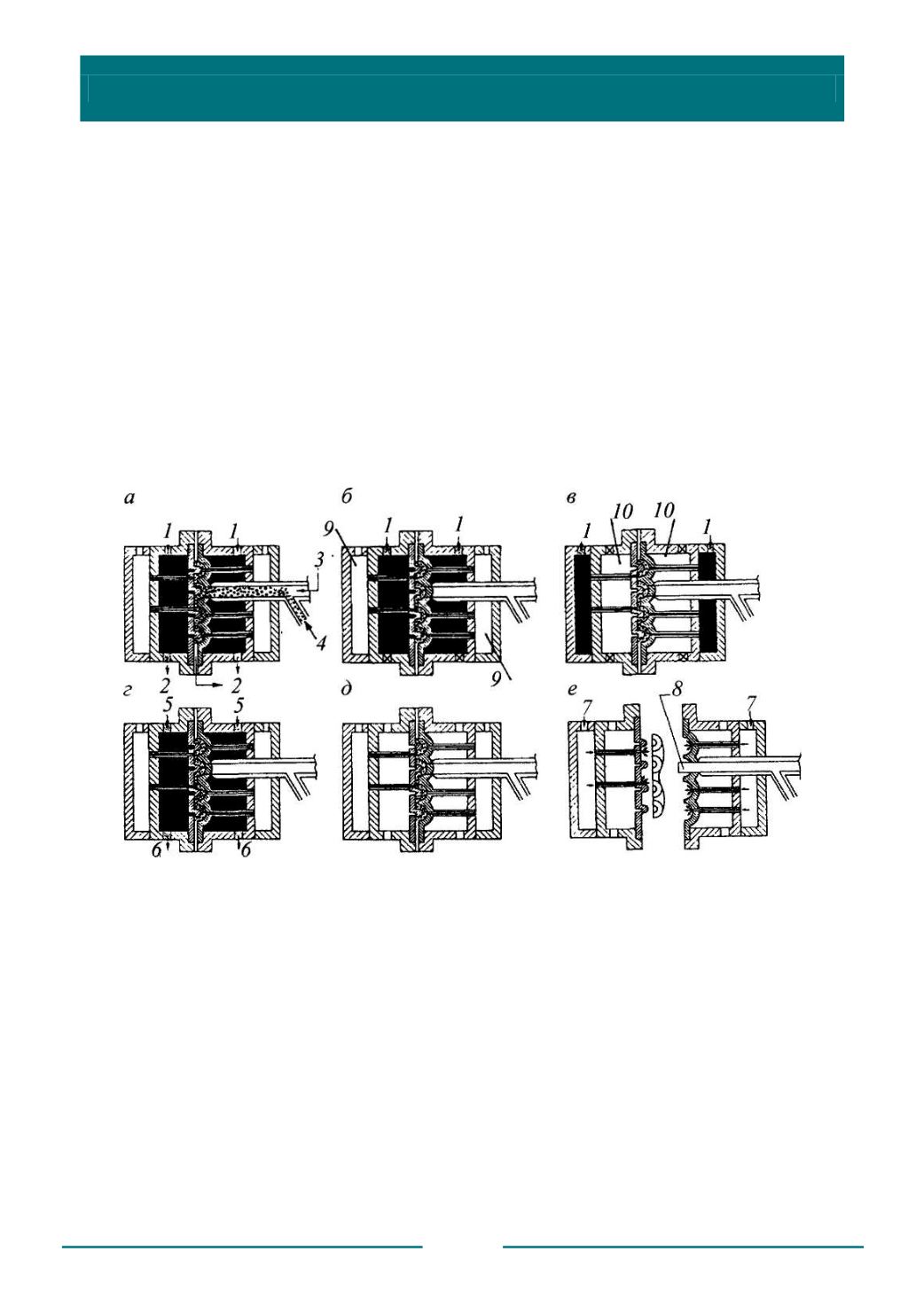
Рис. 3.3. Последовательность технологических операций
при изготовлении моделей внешним тепловым ударом:
а
– подогрев пресс-формы;
б
– предварительное спекание модели;
в
– окончательное спекание модели;
г
– охлаждение пресс-формы;
д
– продувка воздухом;
е
– раскрытие пресс-формы;
1 –
отверстие для подачи пара;
2 –
отверстие для выхода отработанного пара;
3 –
эжекторное устройство;
4 –
патрубок для подачи гранул;
5 –
отверстие для подачи воды;
6 –
отверстие для выхода воды;
7
– отверстие для подачи воздуха;
8 –
толкатель;
9 –
дополнительная камера;
10 –
основная камера
Перед заполнением пресс-формы гранулами пенополистирола она
предварительно прогревается паром до 100 °С (рис. 3.2,
а
). После прогрева


