СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
95
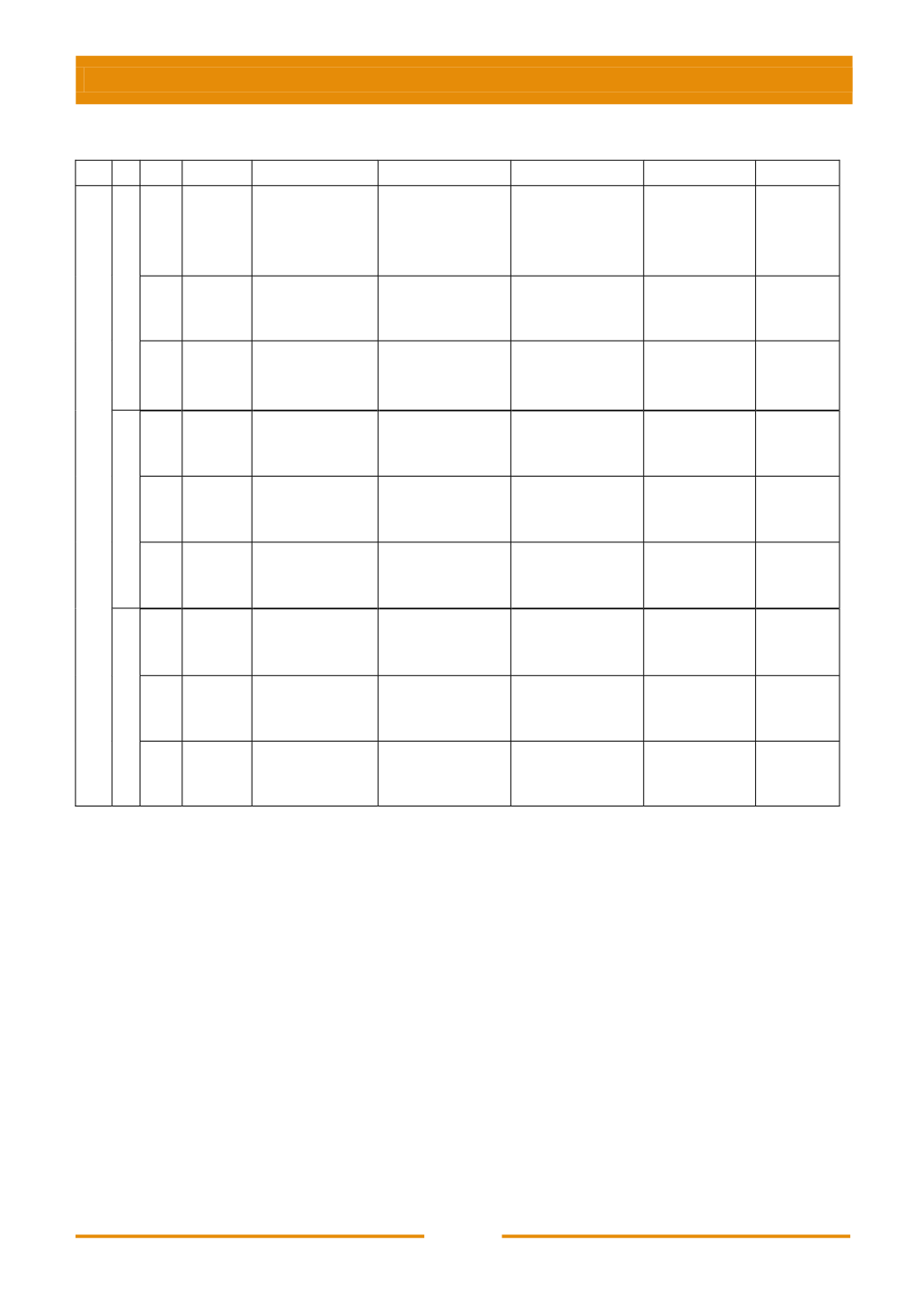
Окончание табл. 4.4
1 2 3
4
5
6
7
8
9
Литье–штамповка
1
1
400
0,85
ср
в
= 340 0,45
ср
в
= 180
0,65
ср
в
= 260
0,2
ср
в
= 80
31800
37320
33500
2 400
0,8
ср
в
= 320 0,5
ср
в
= 185
0,65
ср
в
= 260 0,15
ср
в
=60
70500
32440
32200
3 400
0,75
ср
в
= 300 0,55
ср
в
= 220 0,65
ср
в
= 260 0,1
ср
в
= 40
145600
150000
158300
2
1 400
0,8
ср
в
= 320 0,4
ср
в
= 160
0,6
ср
в
= 240
0,2
ср
в
= 80
13700
11300
12500
2 400
0,75
ср
в
= 300 0,45
ср
в
= 180 0,6
ср
в
= 240
0,15
ср
в
=60
33900
43000
30400
3 400
0,7
ср
в
= 280 0,5
ср
в
= 185
0,6
ср
в
= 240
0,1
ср
в
= 40
148100
151700
155200
3
1 400
0,8
ср
в
= 320 0,3
ср
в
= 120
0,55
ср
в
= 220 0,2
ср
в
= 80
8200
9000
9100
2 400
0,7
ср
в
= 280 0,4
ср
в
= 160
0,55
ср
в
= 220 0,15
ср
в
=60
43700
40400
45100
3 400
0,65
ср
в
= 260 0,45
ср
в
= 180 0,55
ср
в
= 220 0,1
ср
в
= 40
153600
158900
155100
ср
в
– среднее значение временного сопротивления разрыву;
N
ц
– число
циклов до разрушения.
По результатам испытаний построены кривые усталости в координатах
а
–
N
ц
(рис. 4.8) и
max
–
N
ц
(рис. 4.9).


