СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
94
Расчет нагрузок для образцов из литых заготовок осуществлялся по
аналогичным формулам.
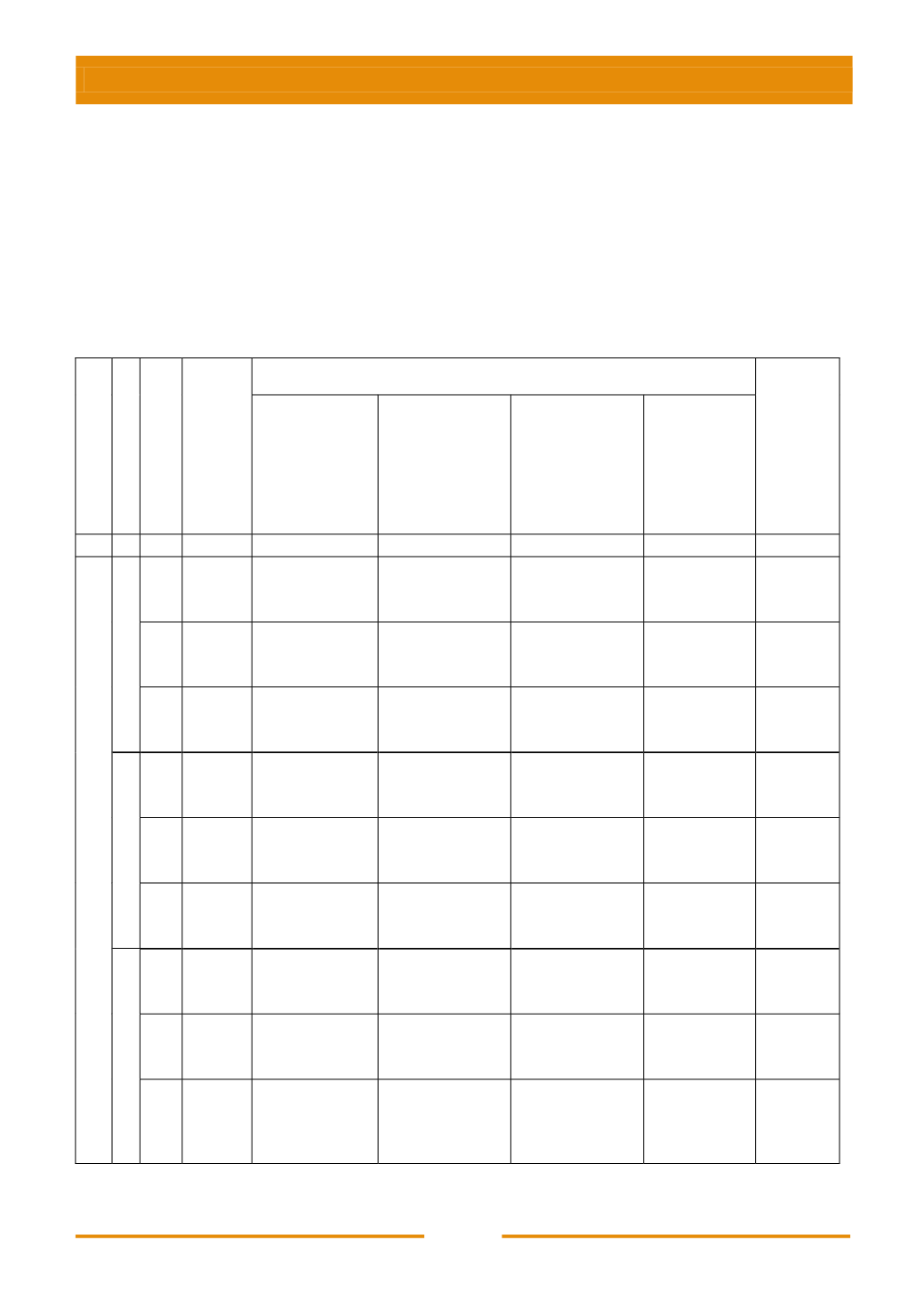
Для построения кривых усталости по результатам испытаний образцы
были разбиты на три серии с разным для каждой серии среднем напряжением
m
. В каждой серии три уровня. Количество образцов на одном уровне не менее
трех (табл. 4.4).
Таблица 4.4
Результаты повторно-статических испытаний образцов
Вид заготовки
Серия
Уровень
Временное
сопротивление
разрыву,
в
, МПа
Напряжение цикла, МПа
Пройденное число
циклов,
N
ц
максимальное,
max
минимальное,
min
среднее,
m
амплитудное,
а
1 2 3
4
5
6
7
8
9
Штамповка
l
1 472,3 0,85
ср
в
= 401 0,45
ср
в
= 213 0,65
ср
в
=306,9 0,2
ср
в
= 100
25700
24800
28700
2 472,3 0,85
ср
в
= 377,8 0,5
ср
в
= 236
0,65
ср
в
=306,9 0,15
ср
в
= 75
72800
79100
77900
3 472,3
0,75
ср
в
= 354 0,55
ср
в
= 260 0,65
ср
в
=306,9 0,1
ср
в
= 50
227500
238800
202900
2
1 472,3
0,8
ср
в
= 377,8 0,4
ср
в
= 188,9 0,6
ср
в
= 283,3 0,2
ср
в
= 100
35100
26000
21000
2 472,3
0,75
ср
в
= 354 0,45
ср
в
= 212,5 0,6
ср
в
= 283,3 0,15
ср
в
= 75
45100
48000
51000
3 472,3
0,7
ср
в
= 330
0,5
ср
в
= 236
0,6
ср
в
= 283,3 0,1
ср
в
= 50
151800
248000
276100
3
1 472,3
0,8
ср
в
= 377,8 0,3
ср
в
= 141,7 0,55
ср
в
= 259,7 0,21
ср
в
= 100
11800
11000
106000
2 472,3
0,7
ср
в
= 330
0,4
ср
в
= 188,9 0,55
ср
в
= 259,7 0,15
ср
в
= 75
62600
67200
52000
3 472,3
0,65
ср
в
= 283 0,45
ср
в
=212,5 0,55
ср
в
=259,7 0,1
ср
в
= 50
318870
318850
344760


