СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
269
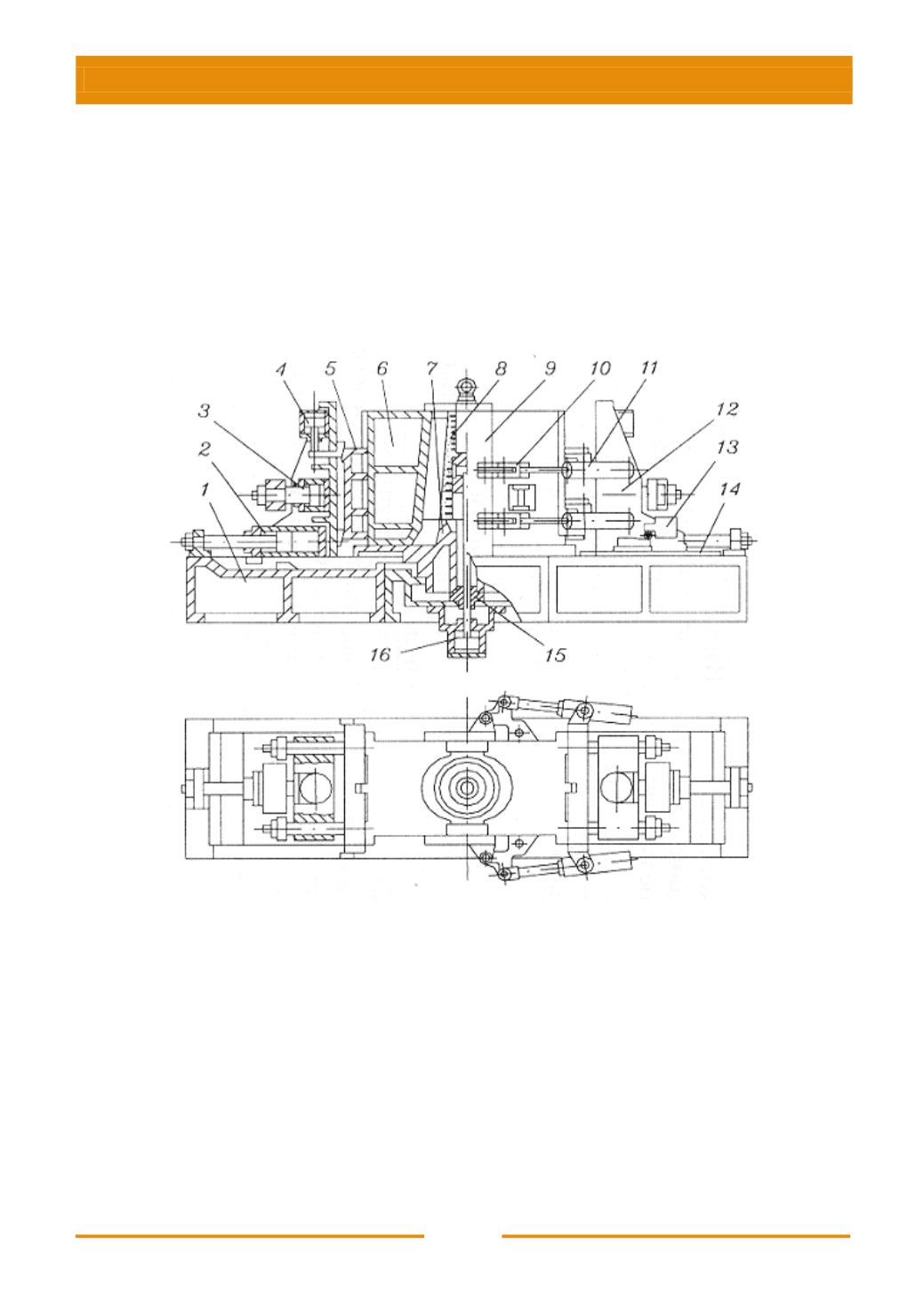
Машины с плоскопараллельным перемещением полуформ
. Машина
литья выжиманием с плоскопараллельным перемещением полуформ ЛПС-1М
показана на рис. 8.21. Блок формы машины образуют две подвижные траверсы
12
с промежуточными плитами формодержателями
5
, поворотные боковые
уплотнительные щеки
9
и основание литейной формы
7
. Основание монтируется
на станине
1
и центрируется специальной втулкой
15
. На конус основания
7
формы устанавливается блок стержней
8
, собранный на базовом каркасе. Две
металлические полуформы
6
закрепляются на формодержателях
5
.
Рис. 8.21. Машина литья выжиманием с плоскопараллельным перемещением
полуформ ЛПС-1М НИАТа:
1
– станина;
2
– гидроцилиндр перемещения траверсы;
3
–гидроцилиндр механизма
выталкивания отливки;
4
– гидроцилиндр замка формодержателя;
5
– формодержатель;
6
– полуформа;
7
– основание формы;
8
– блок стержней (на базовом каркасе);
9
– боковая уплотнительная щека;
10
– механизм поворота щеки;
11
– пневмоцилиндр механизма поворота щеки;
12
– траверса;
13
– следящее гидравлическое устройство;
14
– направляющая траверса;
15
– втулка центрирования основания формы;
16
– гидроцилиндр механизма выталкивания отливки
Траверсы
12
перемещаются гидроцилиндрами
2
по направляющим
14
станины
1
(одна траверса – ведущая, другая – ведомая). Скорость ведущей


