СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
121
К группе I отнесены преимущественно простые массивные отливки,
которые предназначены для изготовления при поршневом прессовании. Как
правило, верхний торец таких отливок является плоским. Пуансон воздействует
либо на всю (максимальную) площадь проекции отливки (рис. 5.4,
а
,
б
,
в
), либо
только на утолщенную часть (рис. 5.4,
г
). В последнем случае необходимо
применять пресс-форму с разъемной матрицей.
В группу II (подгруппа А) включены отливки с углублениями и
отверстиями, которые можно изготовлять как при поршневом (рис. 5.5,
а
), так и
при пуансонном прессовании (рис. 5.3,
б
). Как правило, эти отливки имеют
плоские торцы и полости (отверстия). Выбор той или иной схемы прессования
зависит от литейного сплава, используемого для изготовления отливки, и
мощности прессового оборудования. В подгруппу Б включены отливки, которые
предназначены для изготовления только в условиях пуансонного прессования
(рис. 5.6). Эти отливки имеют либо глубокие полости (рис. 5.6,
а
), либо
отверстия (рис. 5.6,
б
).
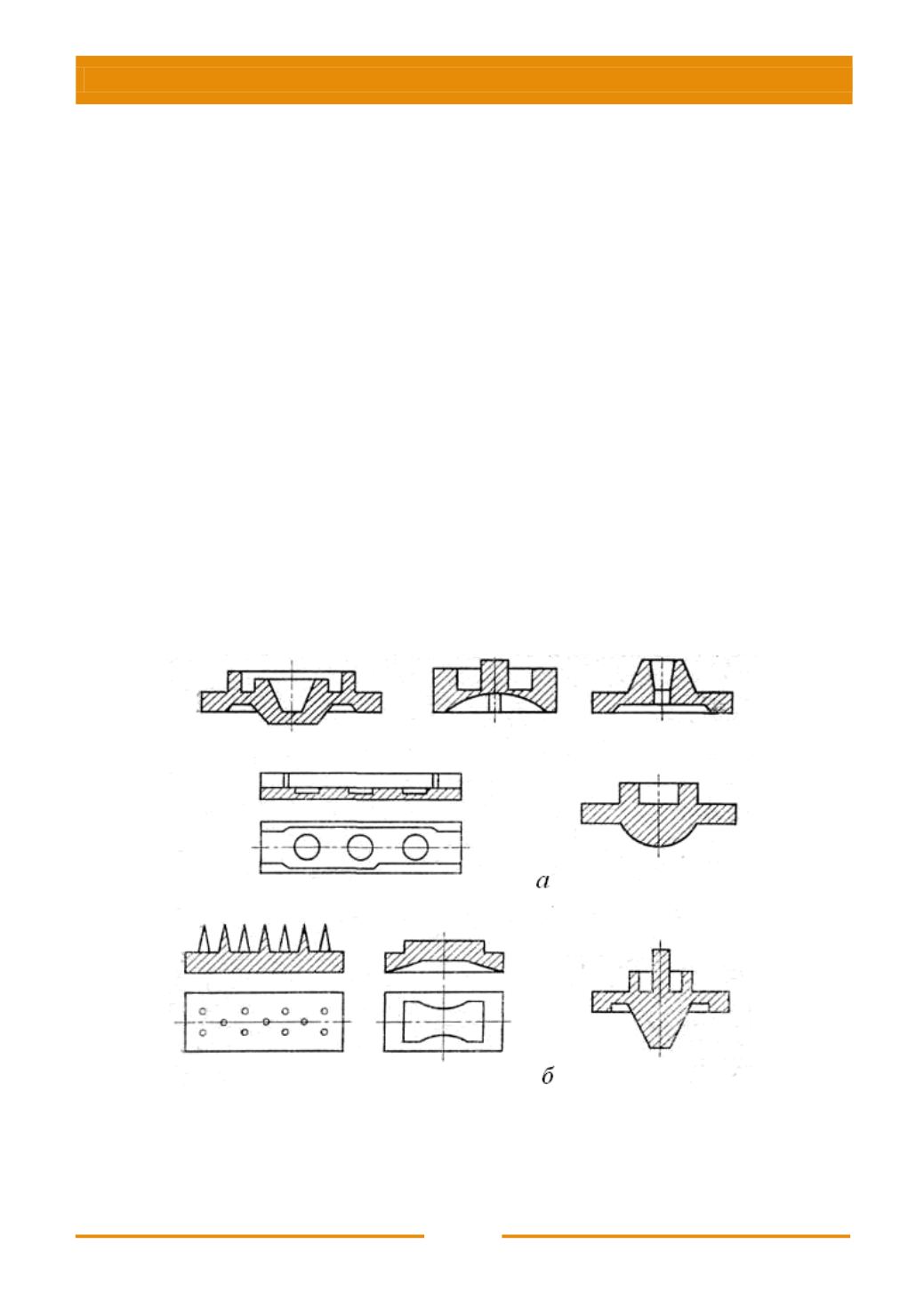
К группе III отнесены отливки типа фланцев, крышек, панелей и т.п.,
которые можно изготавливать при пуансонном и пуансонно-поршневом
прессовании (подгруппа А, рис. 5.7,
а
) или только при пуансонно-поршневом
прессовании (подгруппа Б, рис. 5.7,
б
). Схема изготовления отливок группы III
показана на рис. 5.7,
г
и 5.8,
б
.
Рис. 5.7. Отливки группы III пуансонного и пуансонно-поршневого
прессования (
а
) и только для пуансонно-поршневого прессования (
б
):
а
– подгруппа А;
б
– подгруппа Б


