ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
46
связующего используют гидролизованный раствор этилсиликата, цемент, гипс,
искусственные смолы. Для повышения газопроницаемости добавляют
суспензию пористых материалов — асбест, пемзу и др. Противопригарную
краску на модель наносят разными способами — окунанием,
кистью или распылением
.
8.3. Изготовление и заливка форм
В крупносерийном и массовом производстве отливок по
газифицируемым моделям наиболее распространенными для изготовления
форм являются сыпучие формовочные материалы без связующего: кварцевые,
оливиновые, цирконовые пески, шамот, магнезит, электрокорунд. Их
использование позволяет получать отливки при наименьших затратах на
изготовление и выбивку форм, регенерацию формовочного материала. Чаще
всего используют кварцевый песок для отливок из алюминиевых сплавов
массой до 100 кг и из черных сплавов до 500 кг. Процесс формовки осуще-
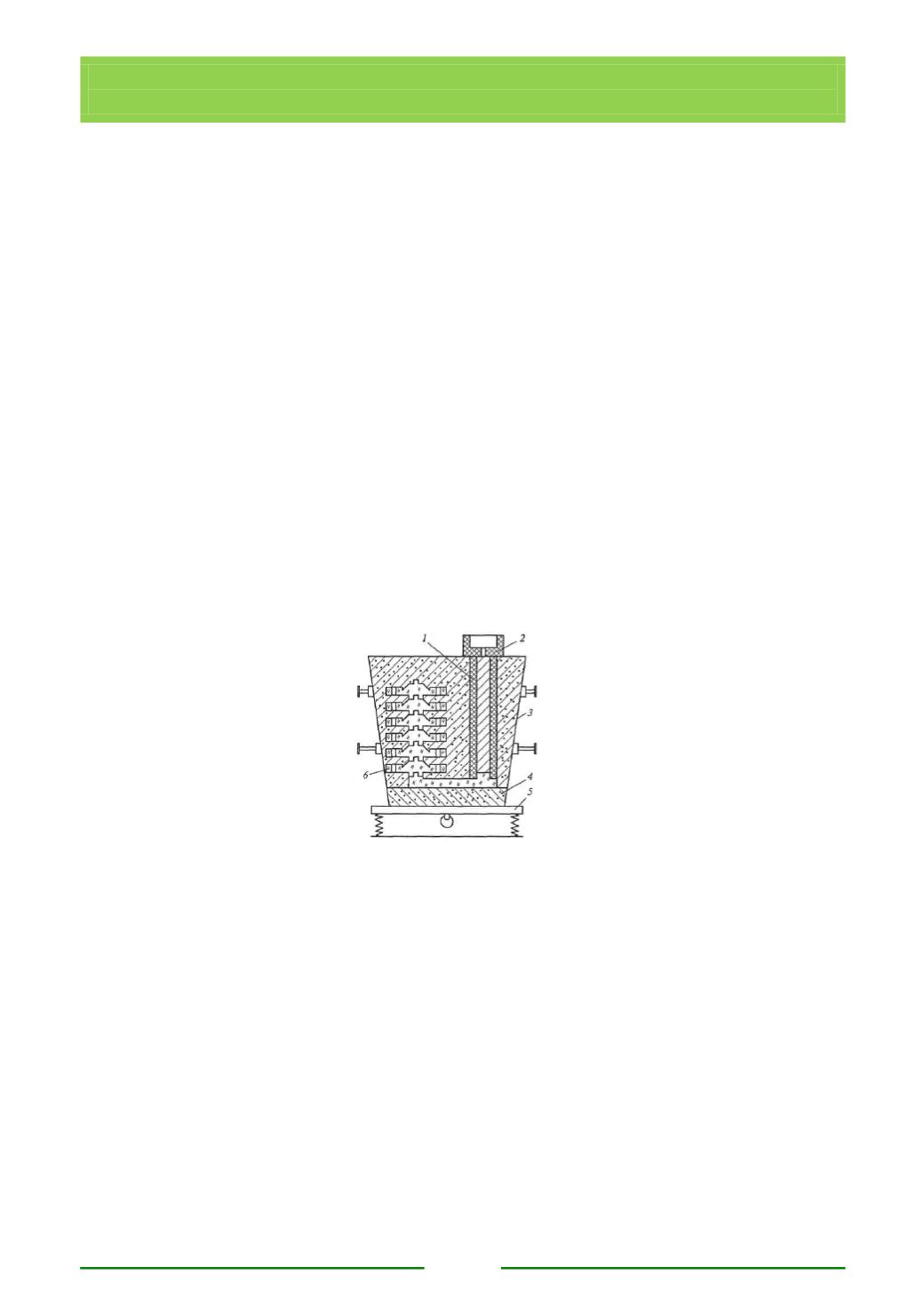
ствляют следующим образом (рис. 8.5). На дно опоки-контейнера
3
насыпают
слой сухого песка
4
толщиной 100... 150 мм и его уплотняют вибрацией. Затем
в опоку устанавливают модель или блок моделей
6
и заполняют опоку песком
при одновременной вибрации
Рис. 8.5. Изготовление формы с пенополистироловой моделью
с засыпкой песком без связующего:
1
−
керамический стояк;
2
−
чаша;
3
−
опока-контейнер;
4
−
предварительная засыпка песка;
5
−
вибратор;
6
−
блок моделей.
Опока-контейнер также имеет в стенках отверстия для выхода газа,
закрытые металлической сеткой. Для обеспечения высокой газопроницаемости
формы (несколько сотен единиц) предпочтительно, чтобы зерна песка имели
угловатую форму. Особые требования предъявляются к литниковым системам.
Они должны обеспечивать плавное и безударное движение металла во время
заливки и определенную скорость его подъема в форме. Турбулентный режим
течения металла является причиной разрушения песчаной стенки. Такой режим
возникает в стояке, поэтому на модель стояка наносят прочное керамическое


