СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
282
частоты либо продувкой газообразных отвердителей. Склеивание осуществляют в
штыревых прессах, дополнительно снабженных генераторами ТВЧ либо
устройствами подачи газа.
Использование холодных оболочек обеспечивает повышение качества их
сборки и улучшение условий труда на этой операции, однако требует специальных
площадей для их складирования и дополнительного оборудования.
Без клея осуществляют сборку форм в контурных плитах. Горячие
контурные плиты с оболочковой формой фиксируются по системе «штырь-втулка»
и соединяются с помощью зажимов, охватывающих фланцы плиты. Контурные
плиты заливают преимущественно в горизонтальном положении. Для заливки в
вертикальном положении используют контурные зажимные приспособления,
рабочие плиты которых отливают в песчаных формах по тыльной поверхности
оболочек. Сборка вставленных в зажимное приспособление полуформ
осуществляется путем смыкания рабочих плит с помощью пневмоцилиндров.
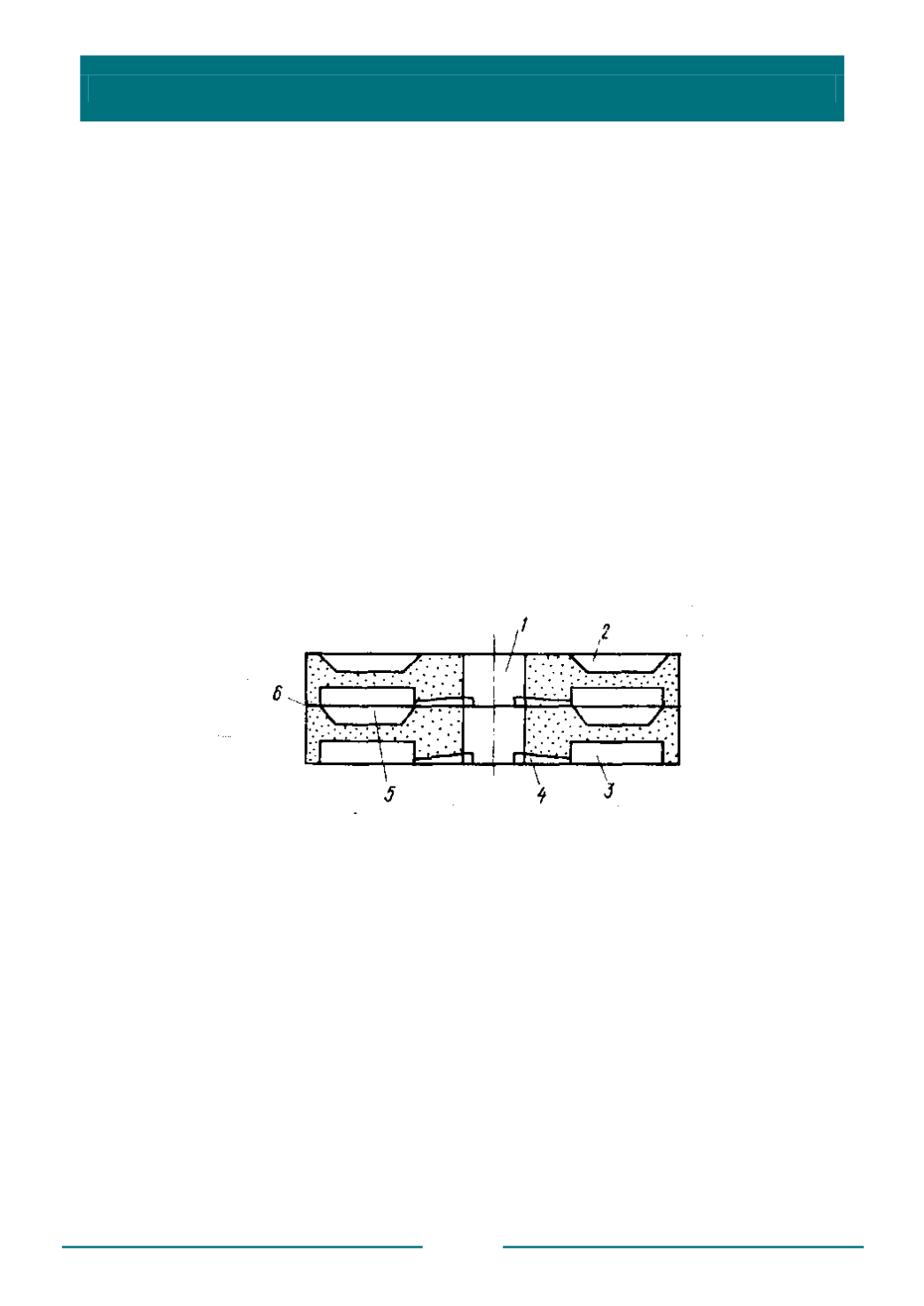
Для стопочной заливки применяют одно- и двусторонние оболочковые
формы, получаемые пескодувным способом (рис. 6.29). Готовые формы собирают
в вертикальную или горизонтальную стопку, которую зажимают стальными
плитами с помощью стяжных шпилек.
Рис. 6.29. Схема сборки оболочек в стопку:
1
– отверстие для установки центрального стояка;
2
и
3
– нижняя и верхняя части полости формы;
4
– питатели;
5
– полость формы;
6
– разъем
Для центробежной заливки стопочные формы изготовляют круглыми.
Полости форм располагают симметрично относительно оси центрального стояка,
через который проходит ось вращения. Металл в полости подводят тангенциально
через равные промежутки по окружности. Скорость вращения стопки выбирают
такой, чтобы линейная скорость отливок находилась в пределах 1…3 м/с.
Способ заливки оболочковых форм сталью и чугуном рекомендуется
выбирать в соответствии с табл. 6.15. Для отливок из легких сплавов приведенные
в ней данные следует увеличить на 15…20 %.


