СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
281
разные отвердители в виде слабых кислот. Для предупреждения впитывания
оболочками жидких смол в состав клея добавляют декстрин или молотую глину.
Применяют также клей на основе мочевиноформальдегидных
смол (УКС, М-60, КФ-60).
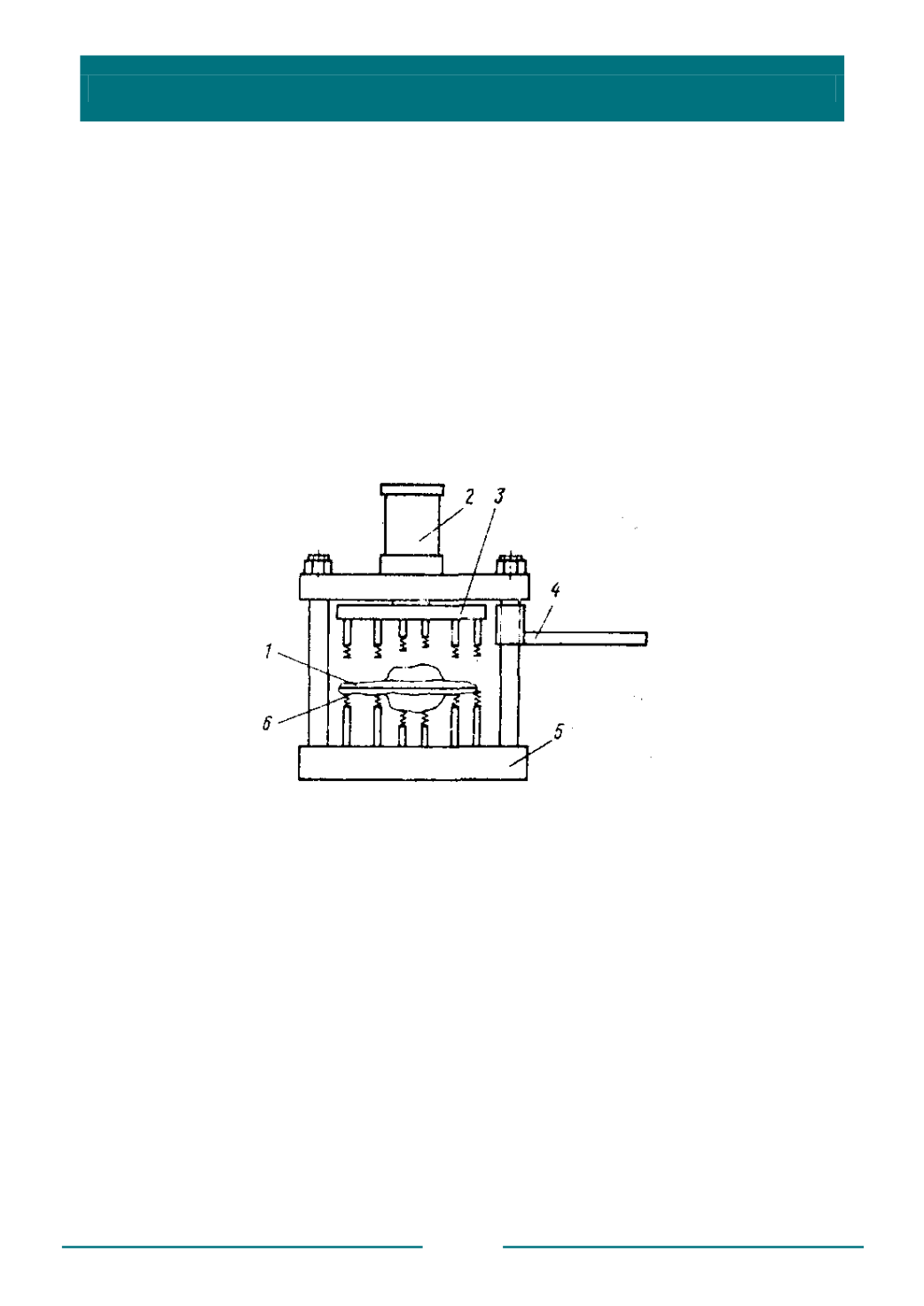
Горячие оболочки склеивают в пневматическом прессе с подпружиненными
штырями (рис. 6.28). Для склеивания применяют термотвердеющий клей
(чаще всего порошкообразный), который наносят на нижнюю полуформу после
простановки в нее стержней. Далее устанавливают верхнюю полуформу и
выдерживают собранную форму в прессе в течение 30…60 с под давлением
30…40 кПа. Температура оболочек при склейке должна находиться в пределах
110…180 °С. При прессовании одновременно устраняется коробление полуформ,
возникающее при съеме их с модельной плиты.
Рис. 6.28. Схема пружинного пресса для склеивания оболочек:
1
– оболочка;
2
– пневмоцилиндр;
3
– подвижная плита;
4
– устройство для подачи клея;
5
– неподвижная плита;
6
– подпружиненные штыри
Для предотвращения попадания клея в полость формы и для повышения
качества склейки клей наносят в специальные круглые или удлиненные клеевые знаки
(выемки), предусматриваемые на плоскости разъема нижней полуформы; после сборки
в эти выемки входят соответствующие выступы верхней полуформы. При наличии в
форме одного рабочего гнезда клей наносят только по периметру оболочки, а в
многоместных формах – также и в промежутки между рабочими полостями.
При холодной сборке снятую с модельной плиты горячую оболочку сначала
помещают разъемом вниз на правильную плиту штыревого пресса, где устраняют
ее коробление в течение 120…180 с, а затем складируют до окончательного
охлаждения. Для склейки холодных оболочек применяют жидкие клеи,
отверждаемые катализаторами, диэлектрическим нагревом токами высокой


