СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
292
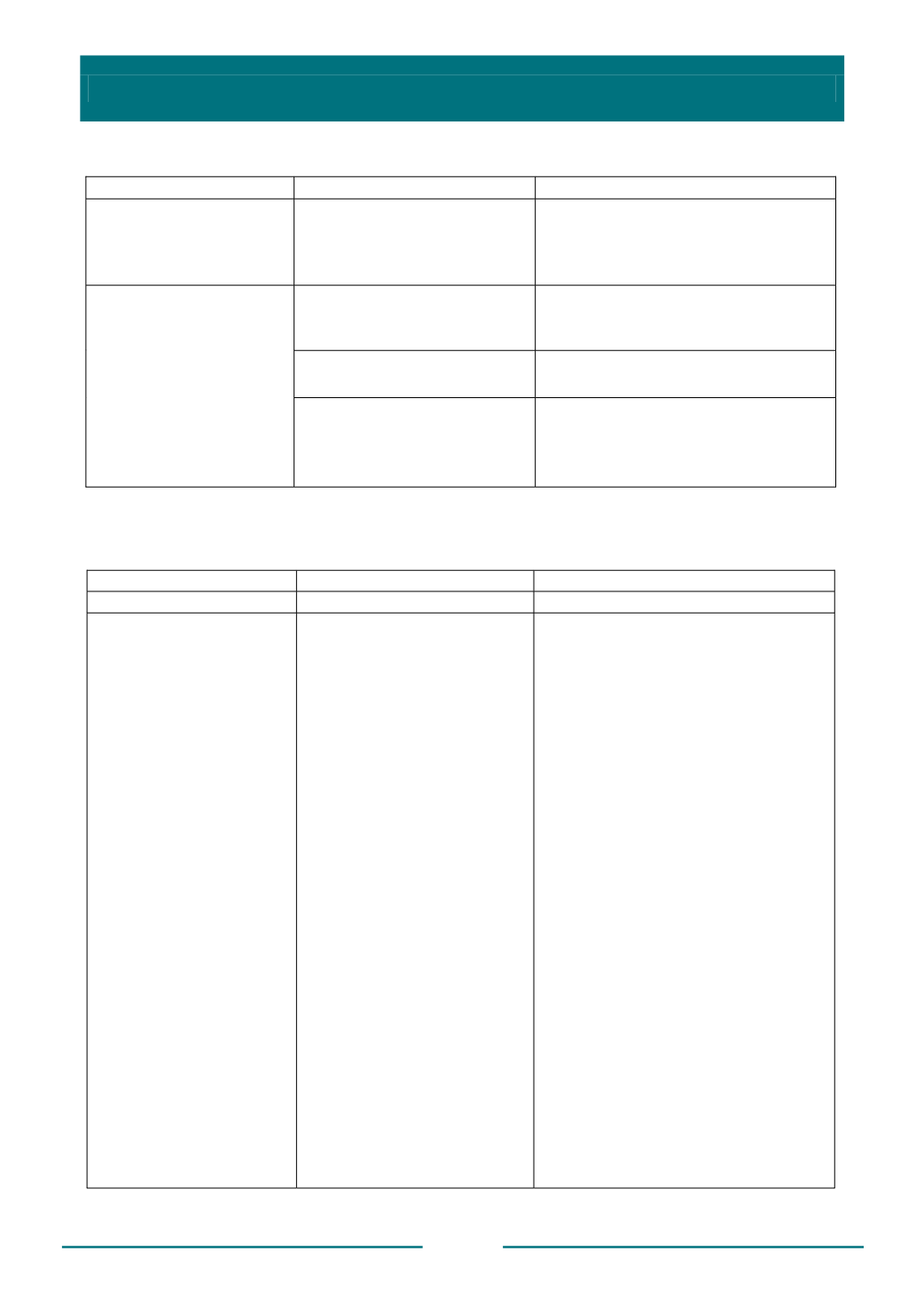
Окончание табл. 6.18
1
2
3
Наличие
поднутрений,
недостаточные литейные
уклоны на оснастке
Ремонт и зачистка дефектного
участка оснастки; доводка оснастки;
соблюдение режима нанесения
разделительного состава
Коробление
оболочковых форм
Различное
тепловое
расширение
отдельных
элементов оснастки
Изготовление элементов оснастки из
одинакового материала
Неравномерное отверждение
оболочки
Регулировка работы нагревательных
устройств
Температурные напряжения
при остывании оболочки
Проведение правки горячих
полуформ; сокращение интервала
между съемом оболочки и
поступлением ее на склейку
Дефекты отливок при литье в оболочковые формы
Таблица 6.19
Дефект
Причины образования
Способы предупреждения
1
2
3
Повышенная
шероховатость
поверхности
Рыхлоты и неплотности
оболочки
Переотверждение
формовочной смеси
Задиры
на рабочей
поверхности оболочки
вследствие неравномерного
ее съема с модельной плиты
Увеличенный и неравно-
мерный
слой
разделительного состава на
модельной оснастке
Механическое повреждение
рабочей
поверхности
модельной оснастки
Перегрев расплава
Перегрев и
эрозионное
повреждение
отдельных
участков оболочки
Увеличенный статический и
динамический
напор
расплава при заливке
Повышение текучести смеси,
использование вибрации
Снижение температуры модельной
оснастки, продолжительности
отверждения смеси, снижение
содержания уротропина
Регулировка
механизма
съема
оболочек с модельной плиты
Регулярная очистка оснастки от
нагара,
соблюдение
режима
нанесения состава
Ремонт и зачистка дефектного
участка, соблюдение правил хранения
и ремонта оснастки
Соблюдение установленных
режимных параметров
Рассредоточение подвода расплава к
рабочей полости формы; уменьшение
линейной скорости заливки
Изменение положения отливки в
форме до момента перехода отливки в
горизонтальное
положение
(в
положении заливки); заливка металла
сверху; устройство в форме открытых
выпоров (прибылей)


