СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
27
8
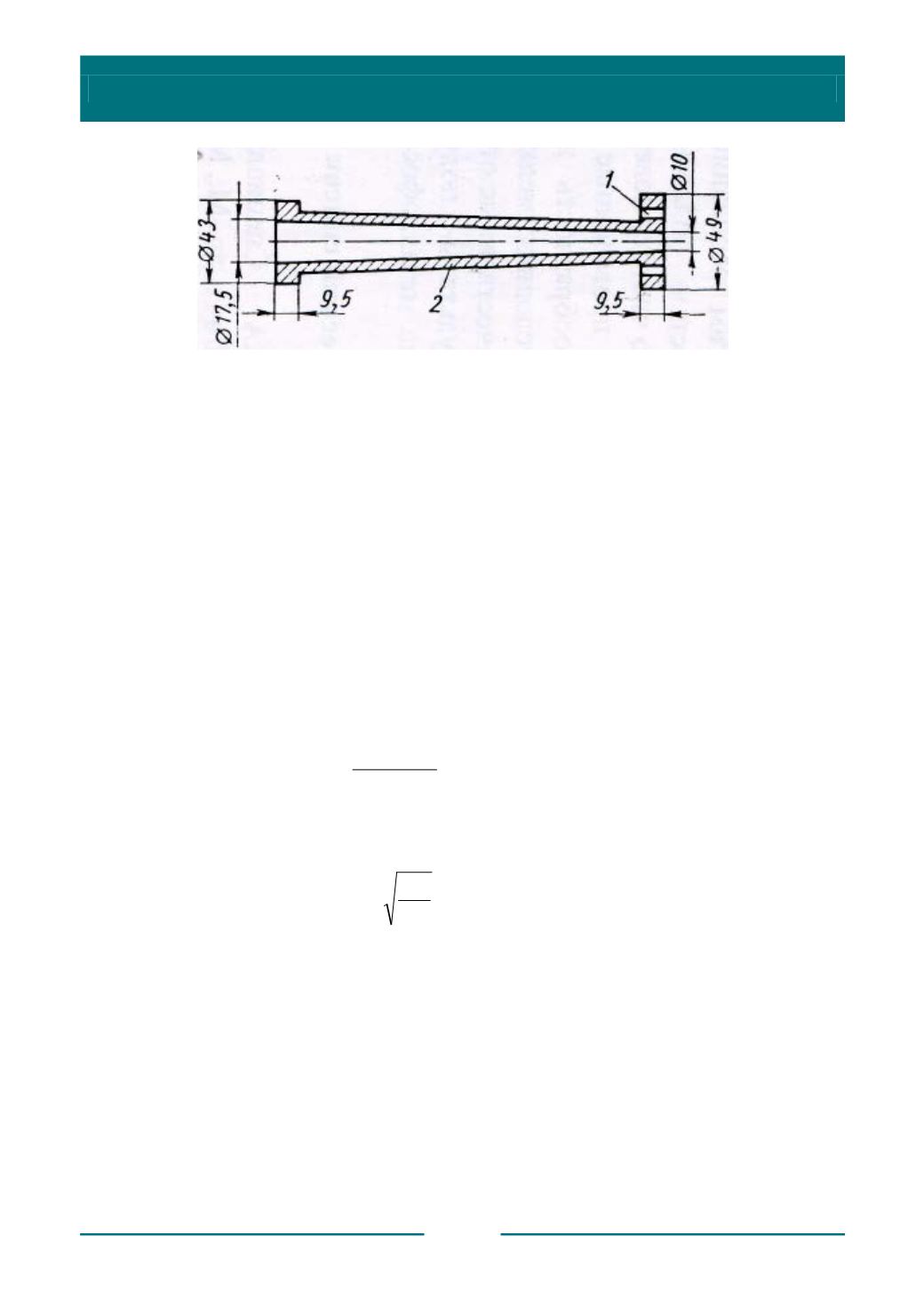
Рис. 6.26. Размеры стояка:
1 –
шесть отверстий диаметром 5 мм, расположенных
по окружности диаметром 32 мм;
2
– толщина стенки (6,4 мм)
Литниковая система для литья в контурных плитах.
Исходные данные.
Масса отливки 56,7 кг; номинальная толщина 50 мм; требуемый размер полости
формы 508×508 мм
2
с массивным литником вокруг обода и в центре ступицы.
Поскольку отливка получается в контурных плитах с облицовкой из оболочковой
смеси, затвердевание будет регулироваться с помощью различной толщины
облицовки. Форма (без стержней) заливается в горизонтальном положении через
верх. Отливка изготавливается из чугуна с пластинчатым графитом.
Плотность чугуна с пластинчатым графитом 6,94 г/см
3
;
скорость заливки
металла 3,22 кг/с; скорость течения металла в круглом стояке 282 см/с при общем
металлостатическом напоре 152 мм.
Расчет.
Площадь нижнего сечения стояка
72,1
282 94,6
3220
н.с
=
⋅
=
F
см
2
= 172 мм
2
.
Диаметр нижнего сечения стояка будет равен 15 мм. Площадь верхнего сечения
стояка
298 73,1 172
50
152
172
в.с
= ⋅
≈
=
F
мм
2
.
Диаметр верхнего сечения стояка составит 19,5 мм.
Если конструкция отливки требует подвода металла по разъему, то
необходимо использовать стандартную методику для конструирования и расчета
литниковых систем (с литниками и питателями) при горизонтальной заливке
оболочковых форм. Тот же принцип применяется, если контурные плиты с
оболочковой облицовкой должны быть залиты в вертикальном положении. Тогда
следует вести расчет и конструирование, как для вертикальной заливки
оболочковых форм, определяя размеры стояка, литников и питателей.
Литниковая система для центробежной заливкиформ
.
Исходные данные.
Отливка массой 3,18 кг; номинальная толщина 9,5 мм, требуемый размер полости


