СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
291
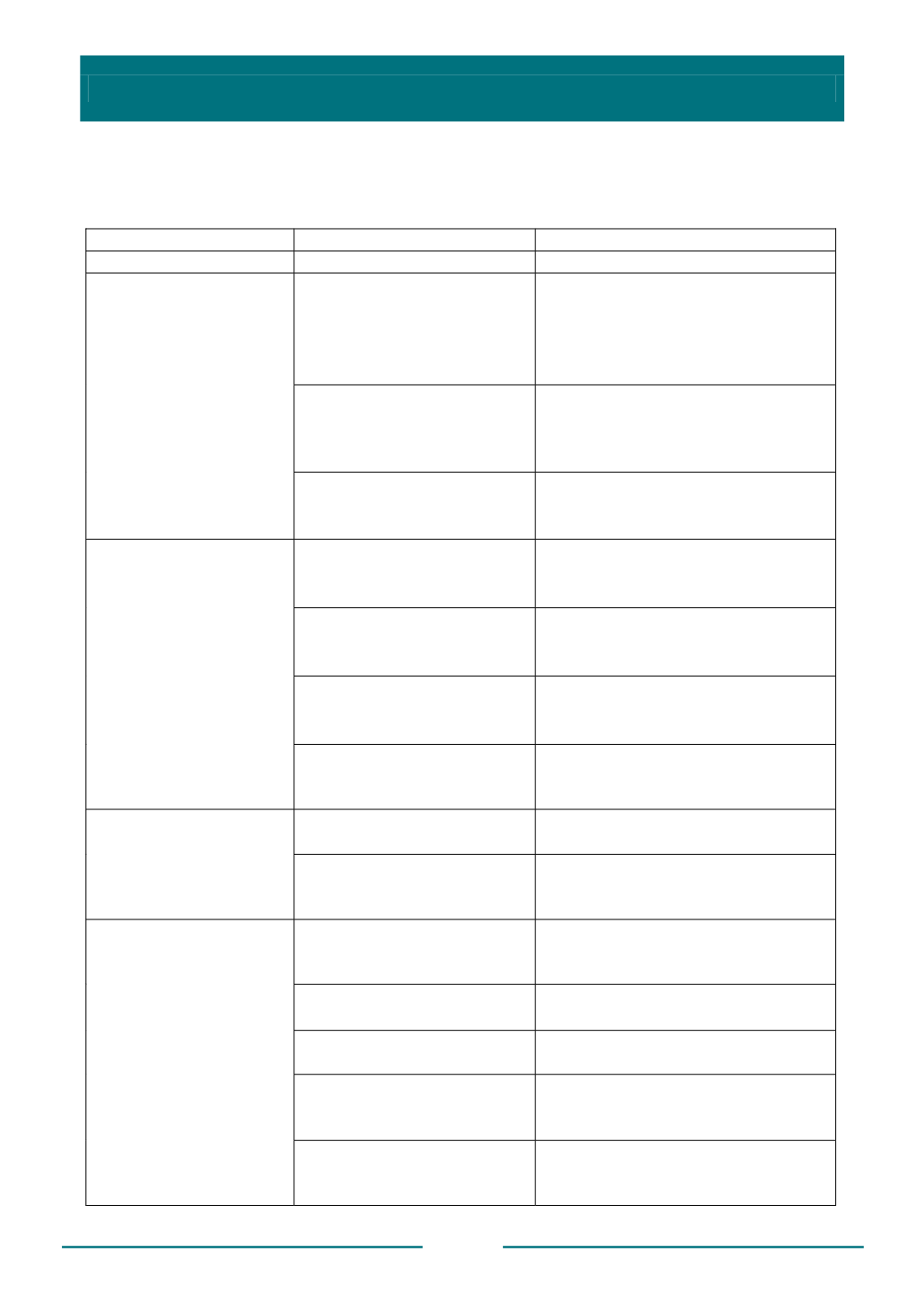
Таблица 6.18
Дефекты оболочковых форм из термоактивных формовочных смесей,
причины и способы их предупреждения
Дефект
Причины образования
Способы предупреждения
1
2
3
Отслаивание
неотвержденной
оболочки от рабочей
поверхности модельной
оснастки
Применение низковязкого
смоляного связующего или
связующего, имеющего
длительный период
желатинизации
Подбор соответствующего
связующего или ввод
дополнительно 0,2…0,4 %
уротропина либо 0,05 % борной
кислоты от массы смеси
Неполное
удаление
растворителя из смеси (при
холодном плакировании)
Удлинение
продолжительности
продувки смеси, использование для
продувки воздуха, подогретого до
70…80 °С
Низкая или неодинаковая
температура в разных зонах
оснастки
Подъем температуры, изменение
расположения
нагреваемых
устройств
Недостаточная толщина
оболочки
Низкая
температура
оснастки
Подъем температуры, изменение
расположения
нагреваемых
устройств
Недостаточная
теплоаккумулирующая
способность оснастки
Замена
материала
оснастки;
уплотнение стенок моделей и др.
элементов оснастки
Недостаточная
продолжительность периода
формирования оболочки
Удлинение периода формирования
оболочки
Высокая
температура
каплепадения
смоляного
связующего
Использование
смоляного
связующего с более низкой
температурой отверждения
Избыточная толщина
оболочки
Высокая
температура
оснастки
Снижение температуры оснастки
Избыточная
продолжительность периода
формирования оболочки
Уменьшение периода формирования
оболочки
Поломки, трещины и
деформация
оболочковых форм и
стержней при съеме
Недостаточное количество
толкателей в оснастке
Установка
дополнительных
толкателей в местах затрудненного
съема
Неодинаковый
ход
толкателей
Проверка высоты хода толкателей,
регулировка толкателей
Образование нагара на
оснастке
Регулярная очистка оснастки от
нагара
Низкая прочность песчано-
смоляной смеси
Соблюдение
технологии
смесеприготовления; увеличение
количества связующего в смеси
Высокая или неоднородная
температура отверждения
различных частей оболочки
Снижение температуры оснастки;
регулировка нагревателей


