СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
289
значительно меньше связующего и не требуют энергетических затрат на нагрев
модельной оснастки, которую можно изготовлять из дерева и пластмасс.
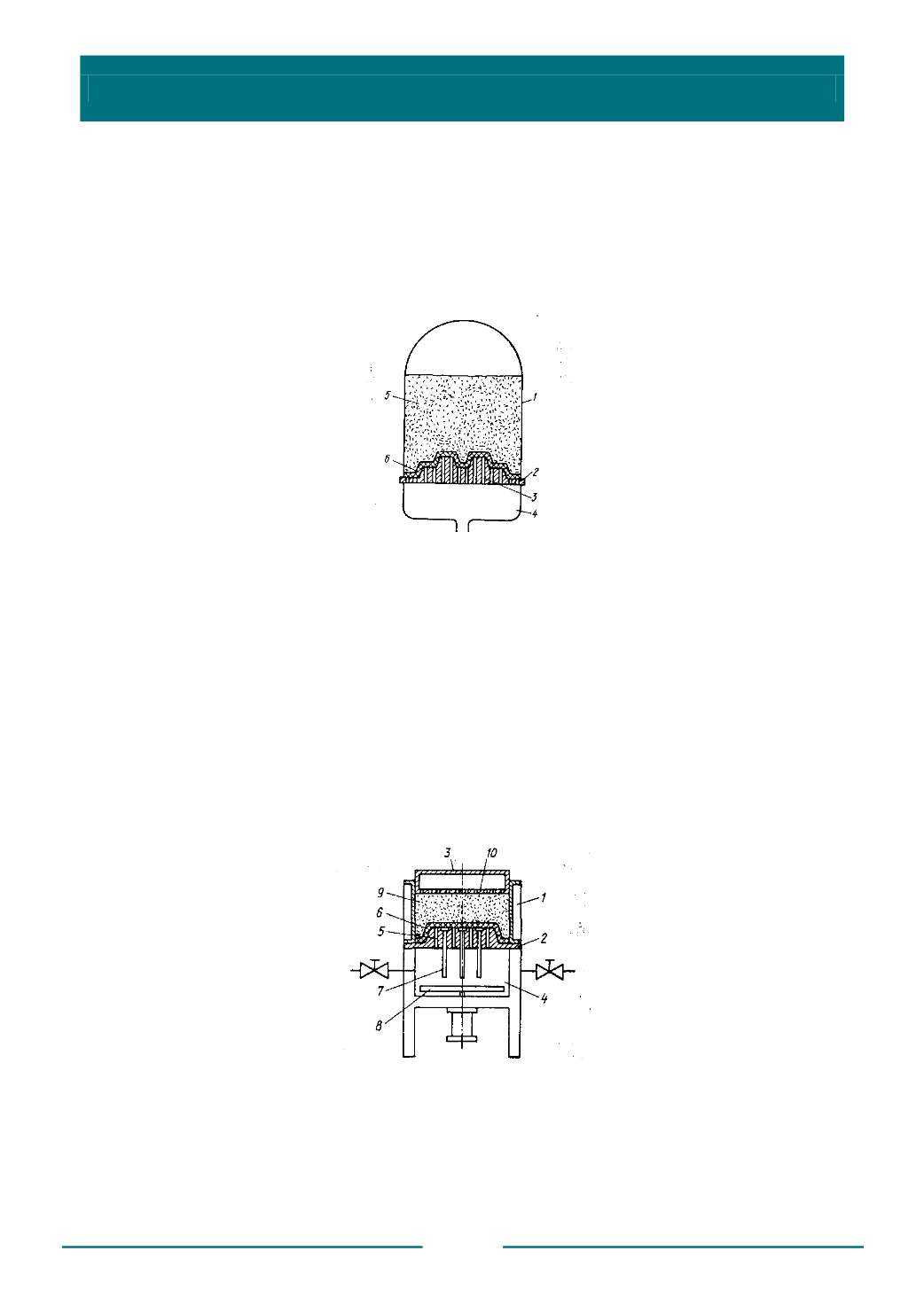
Необходимость дозирования засыпаемой в бункер смеси устранена в
Vacu-Shell процессе, при котором толщина оболочки определяется глубиной
проникновения газа-отвердителя в смесь (рис. 6.35). Глубину регулируют
путем изменения давления газа и глубины вакуумирования в
коллекторе
4
модельной оснастки.
Рис. 6.35. Схема изготовления оболочковых форм
по Vacu-Shell-процессу:
1
– поворотный бункер;
2
– модельная плита;
3
– венты;
4
– коллектор;
5
– формовочная смесь;
6
– оболочка
Аналогичный принцип используется и в способе изготовления оболочек из
ХТС с помощью наполнительной рамки (рис. 6.36). Газотвердитель, подаваемый в
камеру
4,
проникает в смесь на глубину, определяемую его давлением и
сопротивлением сжимающегося воздуха в порах между зернами песка. В
результате отверждается только прилегающий к модели слой смеси, толщину
которого можно регулировать. После отверждения оболочки смесь продувают
сжатым воздухом через полую плиту
3
для вытеснения остатков отвердителя.
Рис. 6.36. Схема устройства для изготовления оболочковых
форм с помощью наполнительной рамки:
1
– наполнительная рамка;
2
– модельная плита;
3
– полая плита;
4
– камера;
5
– вентиляционные каналы;
6
– оболочка;
7
– толкатели;
8
– плита толкателей;
9
– формовочная смесь;
10
– венты


