СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
285
При небольшом гидростатическом напоре и небольших количествах
металла (до 12 кг стали) оболочковые формы можно заливать без применения
наружной засыпки.
Заливку форм металлом целесообразно производить быстро, через
рассредоточенную литниковую систему, не допуская сильных местных
разогревов формы.
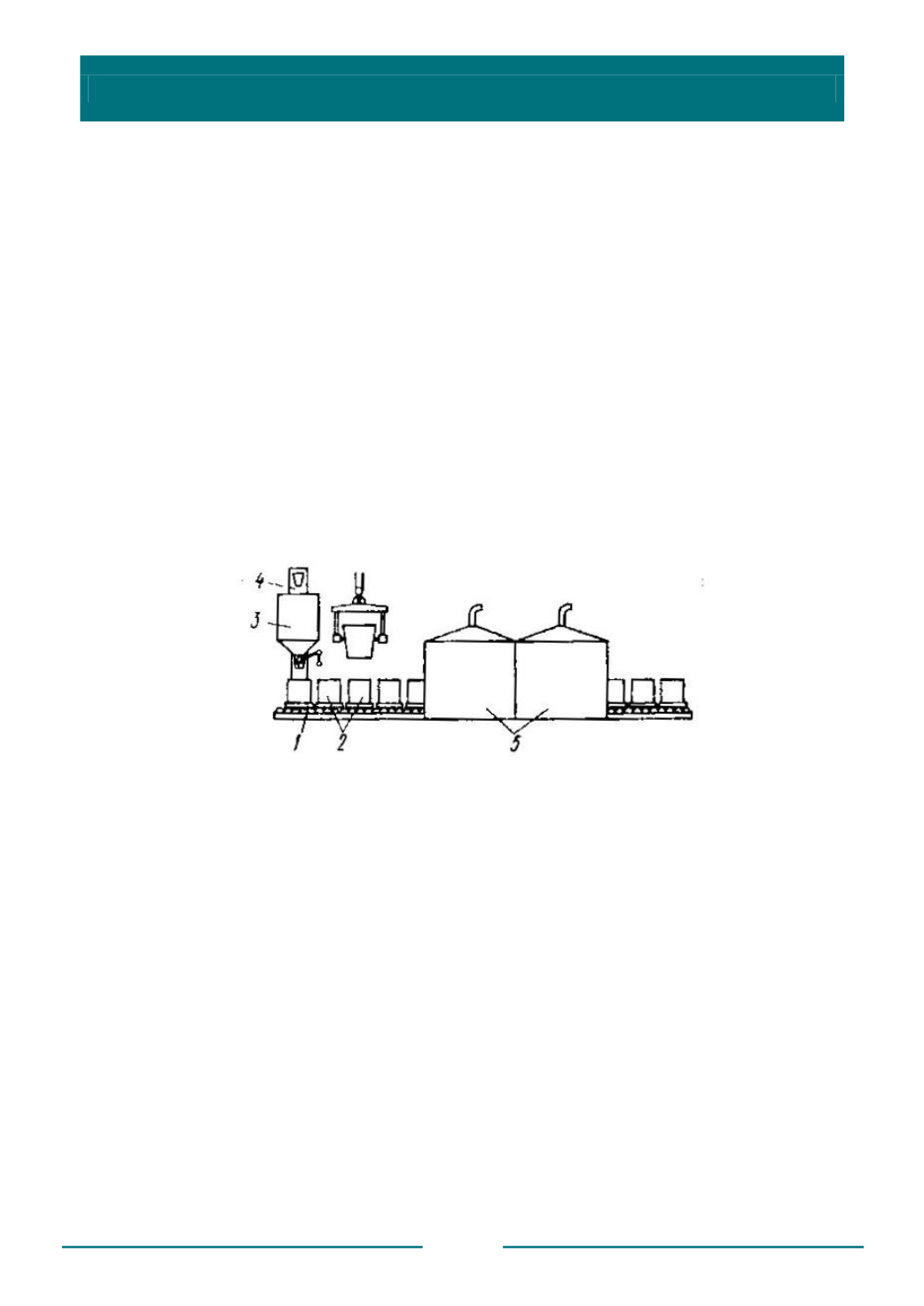
В массовом и серийном производстве собранные формы заливают на
конвейерах напольного типа с движущимися тележками либо на подвесных
конвейерах с подвешенными к ним контейнерами, в которых установлены
оболочковые формы с засыпкой упрочняющим материалом (рис. 6.32). Конвейер
должен быть оборудован верхним бункером для засыпки форм наполнителем,
ленточным элеватором для загрузки бункера упрочняющим наполнительным
материалом и вытяжным устройством для охлаждения залитых форм. Заливка
форм производится обычными средствами, применяемыми для песчано-глинистых
форм в литейных цехах.
Рис. 6.32. Контейнер для заливки оболочковых форм:
1
– заливочный конвейер;
2
– контейнер с оболочками;
3
– бункер с опорным материалом;
4
– элеватор для подачи опорного материала;
5
– вытяжные камеры
Конвейер заканчивается у позиции выбивки, где осуществляется
автоматическая разгрузка контейнеров и поддонов на выбивную решетку. Отливки
подаются в галтовочный барабан и далее на обработку и очистку. Опорный
материал направляют на сепарацию, обеспыливание и охлаждение. Отработанную
смесь дробят и регенерируют.
В случае мелкого развеса отливок заливку оболочковых форм удобно
производить из небольшого мерного ковша. Выделение вредных газов при заливке
требует устройства мощной вентиляции на заливочном участке; при этом участок
должен занимать по возможности меньшую площадь.
Контейнеры с формами, установленные на приводном рольганге или другом
конвейере, могут заливаться металлом из ручных или крановых ковшей, в
зависимости от развеса отливок.


