СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
290
6.9. Дефекты при литье в оболочковые формы
Отсутствие влаги в оболочковых формах способствует получению плотных и
качественных отливок. Быстрое разрушение оболочковой формы после заливки в нее
жидкого металла уменьшает вероятность образования горячих трещин, а более
низкая температура заливаемого расплава снижает склонность к образованию
дефектов усадочного происхождения. Тем не менее, специфическими дефектами при
литье в оболочковые формы, связанными с используемыми материалами и
технологией, являются: газовые раковины, неметаллические включения, неслитины и
спаи, наросты на поверхности отливки, трещин, усадочные раковины, пригар.
Возможные дефекты оболочковых форм и отливок приведены
в табл. 6.17…6.19.
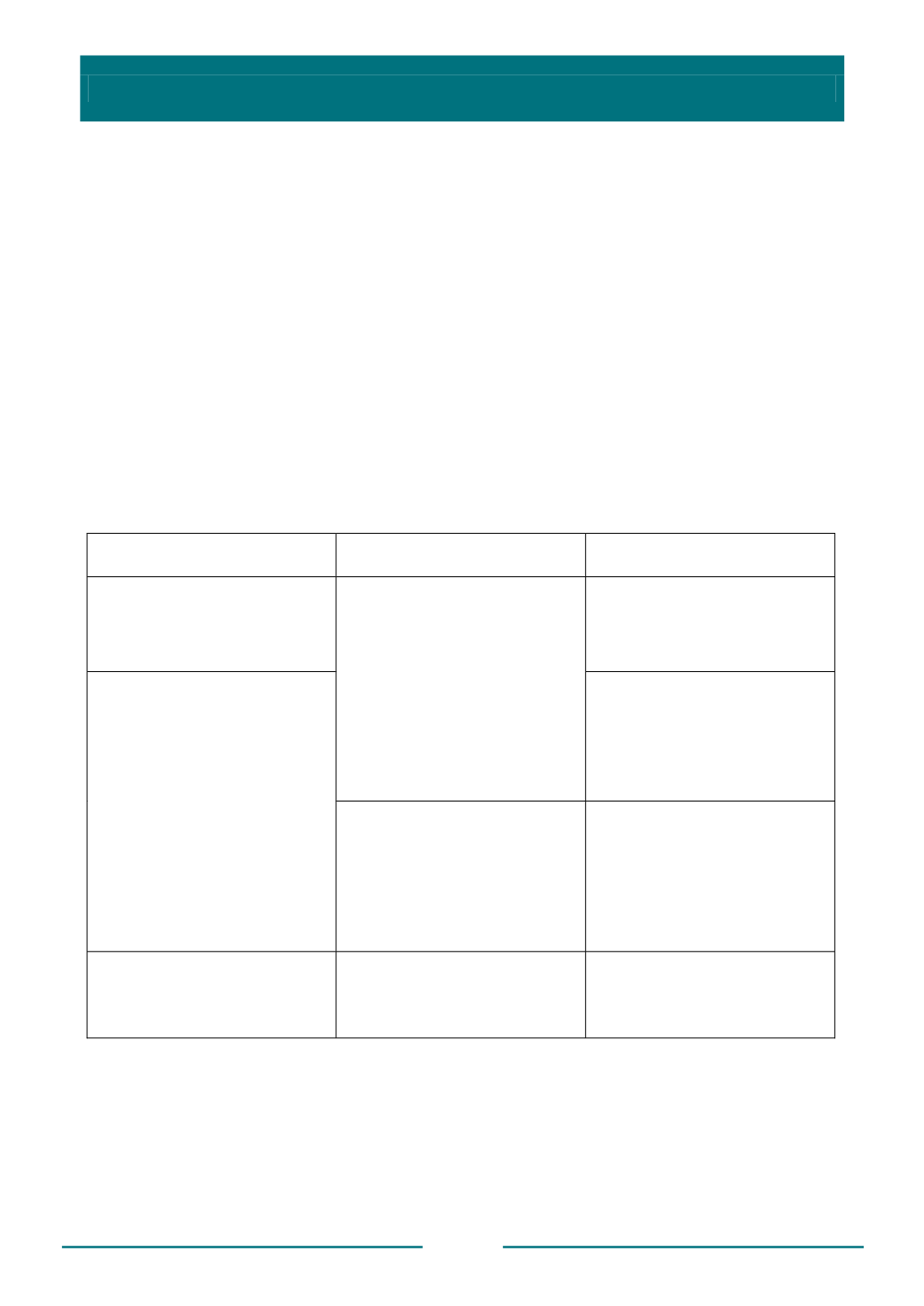
Таблица 6.17
Дефекты оболочек при бункерном способе формообразования
Дефект
Момент образования
дефекта
Причина образования
дефекта
Нечеткое воспроизведение
конфигурации частей
модели с тонким рельефом
поверхности
Во время свободной засыпки
модельной оснастки при ее
повороте вместе с бункером
Низкая текучесть смеси
вследствие значительного
внутреннего трения между
ее частицами
Неравномерная плотность и
переменная толщина
оболочки
Постепенное наползание
смеси на модель при
повороте бункера; теневой
эффект от стоящих на пути
смеси протяженных
вертикальных стенок модели
Во время сброса смеси с
модельной оснастки при
возвращении бункера в
исходное положение
Перемещение
сбрасываемого смеси по
поверхности оболочки; сила
инерции, действующая на
оболочку в момент
торможения бункера; масса
оболочки
Отслоение и обрывы
оболочки с модельной
оснастки
Во время съема модельной
оснастки с оболочкой с
бункера при ее повороте
вокруг неподвижной оси
Сила инерции, действующая
на оболочку в момент
разгона модельной оснастки;
масса оболочки


