СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
288
Процесс получения отливок заключается в следующем. Собранные
оболочковые формы помещают по 2…4 шт. в проволочные кассеты
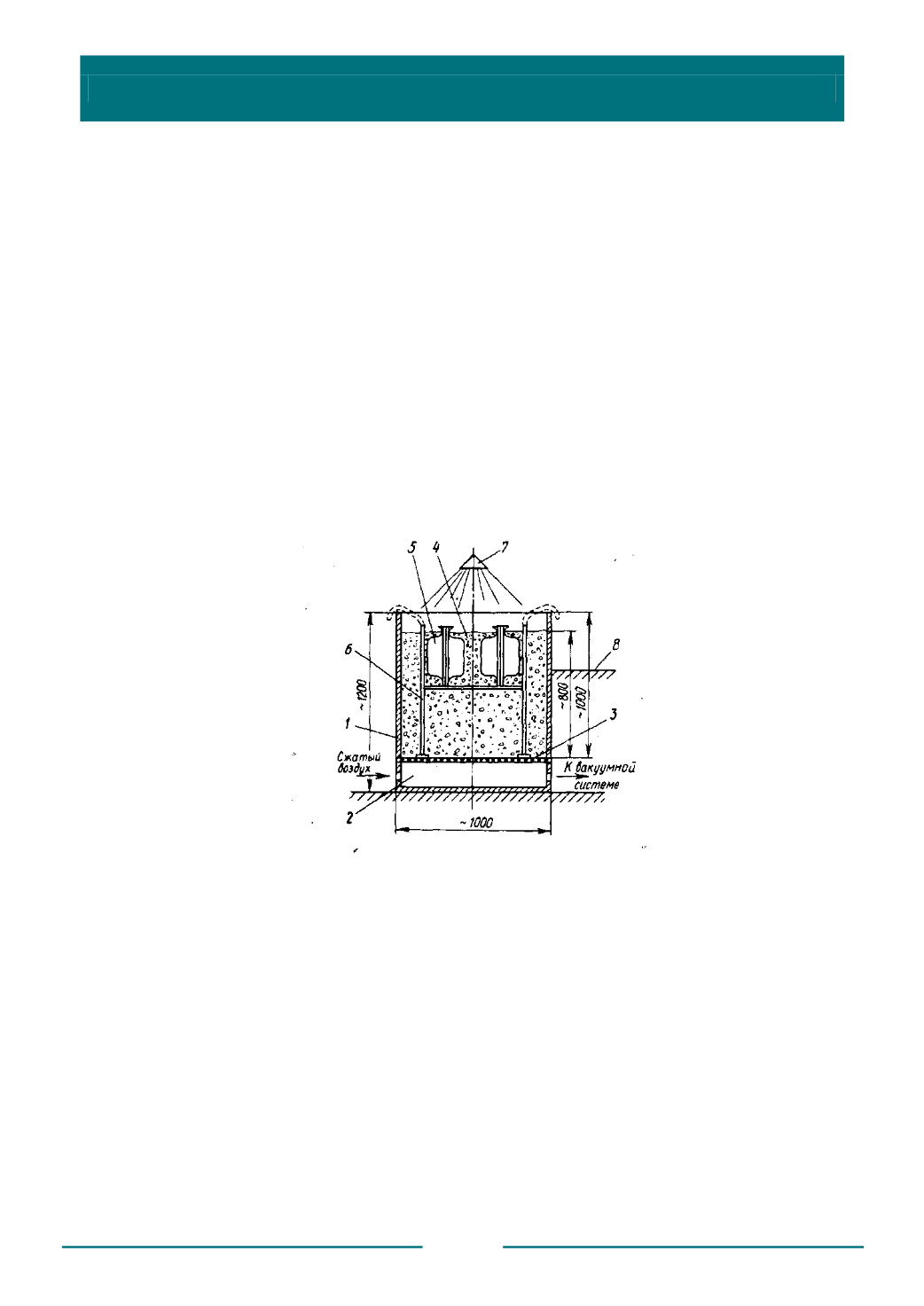
с ячейкой ~50×50 мм. Кассету с оболочками погружают в псевдоожиженный слой
опорного материала (рис. 6.34), после чего подачу воздуха в контейнер
прекращают, и опорный материал, оседая, уплотняется вокруг оболочковых форм.
Для улучшения уплотнения опорный слой подвергают вибрации и вакуумируют.
Вакуумирование продолжают и во время заливки оболочек, удаляя из рабочей
зоны выделяющиеся газы. После образования на отливке достаточно толстой
твердой корки проводят повторное псевдоожижение опорного слоя,
что на 25…50 % сокращает продолжительность технологического цикла
формирования отливки. По окончании цикла кассету с отливками и остатками
оболочек извлекают из контейнера и направляют на выбивку.
Псевдоожижение опорного материала существенно облегчает формовку
оболочек в опорном слое, извлечение из него отливок и остатков оболочек, а
также устраняет необходимость в сепарации, охлаждении и транспортировке
опорного материала.
Рис. 6.34. Контейнер для заливки оболочковых форм
в псевдоожиженном слое опорного материала:
1
– стенки контейнера;
2
– распределительная полость;
3
– пористая перегородка;
4
– опорный материал;
5
– оболочковая форма;
6
– кассета с откидным дном;
7
– поворотный душ;
8
– заливочная площадка
Изготовление оболочковых форм из холоднотвердеющих смесей (ХТС).
Традиционным способом изготовления оболочковых полуформ из ХТС является
засыпка модельной оснастки смесью с помощью поворотного бункера с дном в
виде резиновой диафрагмы и уплотнение смеси диафрагмой в сочетании с
вибрацией и отверждением смеси продувкой газом (СО
2
или SО
2
). При этом в
бункер перед каждым циклом формообразования засыпают порцию смеси,
необходимую для изготовления одной оболочки. Полуформы получаются более
толстостенными, чем оболочки из термотвердеющей смеси, однако содержат


