СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
280
Окружная скорость подсчитывается по формуле
v
= 2π
RN
,
где
R
– радиус вращения полостей форм, м;
N
– число оборотов стола
машины в минуту.
На практике установлено, что для радиуса вращения 305 мм
N
= 75…100 об/мин. Следовательно, окружная скорость будет составлять
при 100 об/мин
при 75 об/мин
v
=
2π
RN
=
2
⋅
3,14
⋅
0,305
⋅
100
=
191,5 м/мин ,
v
=
2
⋅
3,14
⋅
0,305
⋅
75
=
143,6 м/мин .
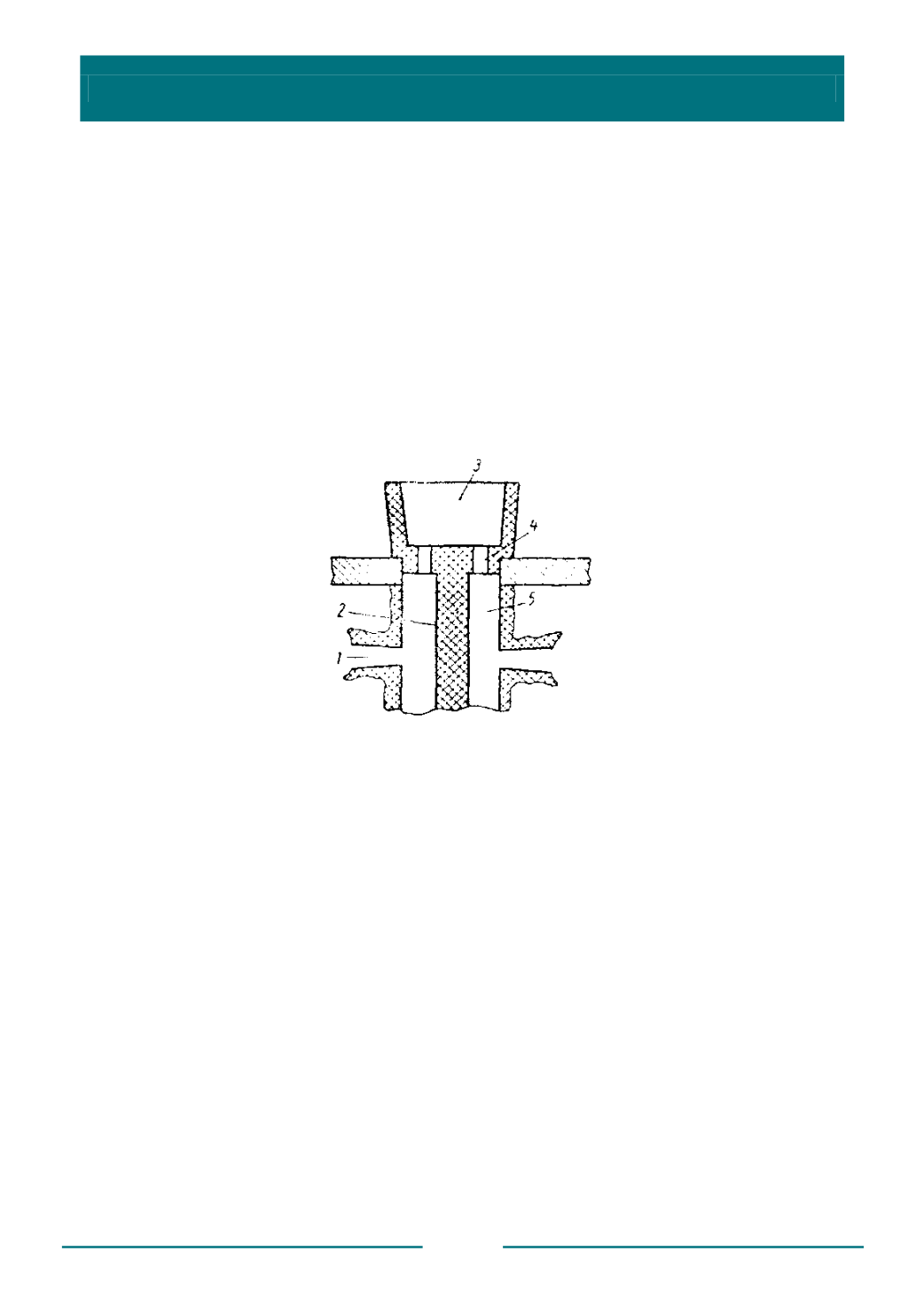
Рис. 6.27. Литниковая система для центробежной заливки форм:
1
– питатель;
2
– сплошной стержень;
3
– литниковая чаша;
4
– отверстия фильтрованной сетки;
5
– стояк
6.7. Сборка и заливка оболочковых форм,
выбивка и очистка отливок
Изготовленные любым из рассмотренных способов оболочки (полуформы)
перед заливкой жидким металлом собирают и скрепляют.
Сборка и заливка форм.
Выбор способа соединения оболочковых
полуформ зависит от масштаба и характера производства. В мелкосерийном
производстве используют механические методы соединения с помощью
пружинящих скоб, струбцин, профильных стяжных приспособлений.
В крупносерийном и массовом производстве оболочковые полуформы
склеивают в горячем или холодном состоянии.
В качестве клея хорошо зарекомендовало себя связующее ПК-104 или
жидкое связующее на основе ПК-104 следующего состава, % масс.: ПК-104 32,4;
машинное масло 54,1; керосин 13,5. Для отверждения в состав клеев добавляют


