СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
287
6.8. Разновидности способа литья в оболочковые формы
Литье с использованием псевдоожиженных сред и вакуумирования
.
Псевдоожиженные среды применяют как при изготовлении, так и при
заливке оболочковых форм.
Оболочки из песчано-смоляной смеси изготовляют с помощью бункера с
подвижным двойным дном (рис. 6.33), имеющим привод вертикального
перемещения. Нагретую модельную оснастку устанавливают на приемную рамку
бункера (рис. 6.33,
а
). Подавая сжатый воздух в распределитель
3
и
под диафрагму
12
, переводят смесь в псевдоожиженное состояние и за 2…3 с
транспортируют ее поднимающимся распределителем к модели
1
. По достижении
смесью поверхности модельной оснастки подачу воздуха в распределитель
прекращают и осуществляют прессование им смеси в течение 15…40 с,
необходимых
для
нарастания
на
модели оболочки
требуемой
толщины (рис. 6.33,
б
)
.
При прекращении подачи воздуха под диафрагму
распределитель с излишками смеси опускается в исходное положение.
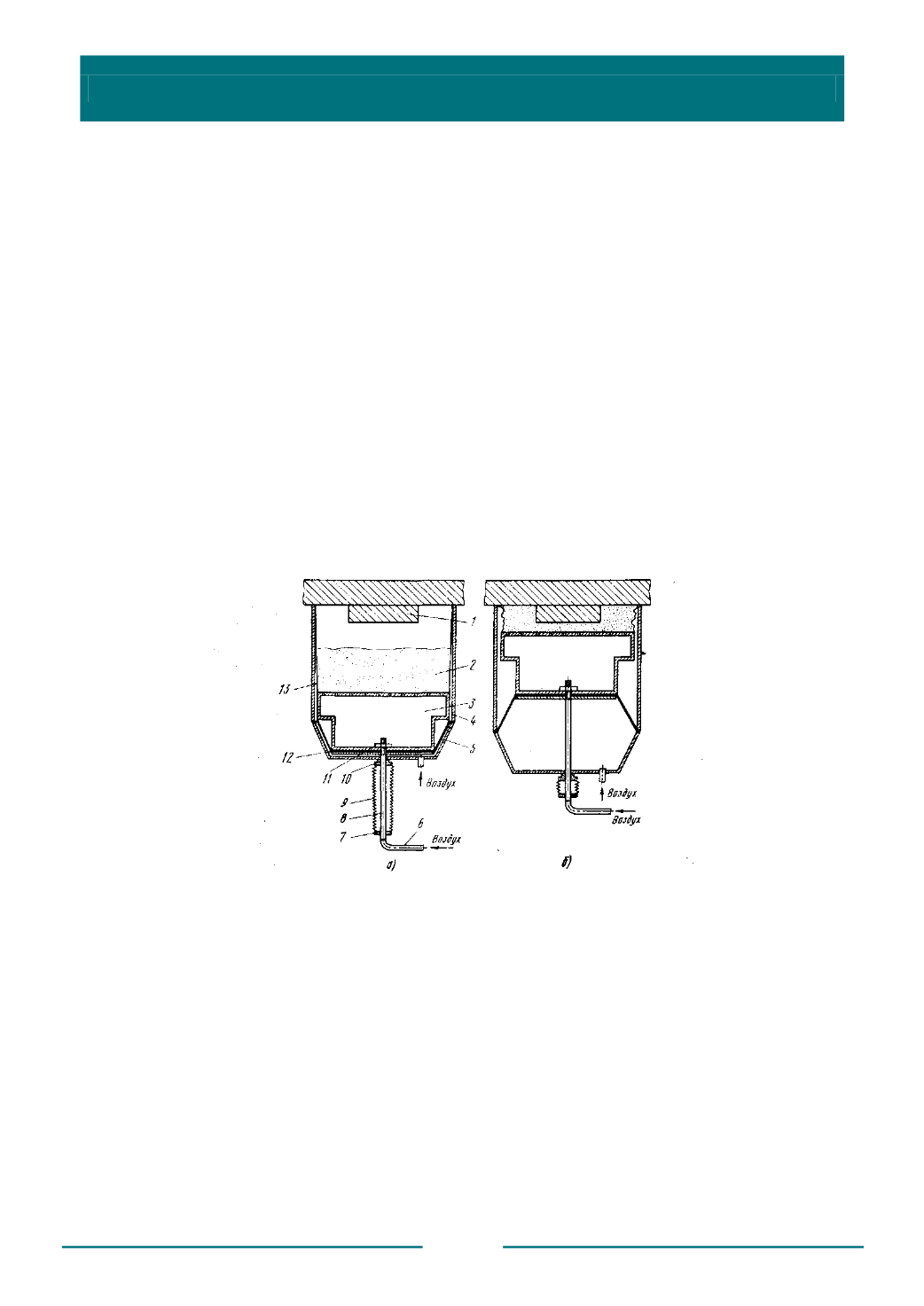
Рис. 6.33. Устройство для изготовления оболочковых
форм в псевдоожиженном слое песчано-смоляной смеси:
1
– модель;
2
– песчано-смоляная смесь;
3 –
распределитель воздуха
с газопроницаемой верхней стенкой;
4
и
5
– стенки бункера;
6
и
8
– стальные трубки для подвода воздуха в распределитель;
7
и
10
– втулки для крепления эластичной гофрированной трубки; /
9
– гофрированная резиновая трубка;
11
– гайка для крепления трубки
8
к днищу распределителя;
12
– резиновая диафрагма;
13
– брезентовый чехол для исключения
попадания смеси между стенками бункера и распределителя
Псевдоожижение формовочной смеси обеспечивает хорошее заполнение ею
полостей моделей сложной конфигурации, исключение теневого эффекта
вертикальных стенок модели. Наилучшее качество оболочек получается при
вакуумировании модельной оснастки в процессе формообразования.


