СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
272
чаше
.
Например, литниковая система формы высотой 457 мм и шириной 305 мм
будет иметь общий напор 406 мм, включая 305 мм высоты стояка.
Определение размеров питателя
и места установки его производится в
соответствии с принципом направленного затвердевания. При этом в системе
отливка–питатель затвердевание должно происходить последовательно от тонких
сечений к толстым; последним в системе должен застывать питатель.
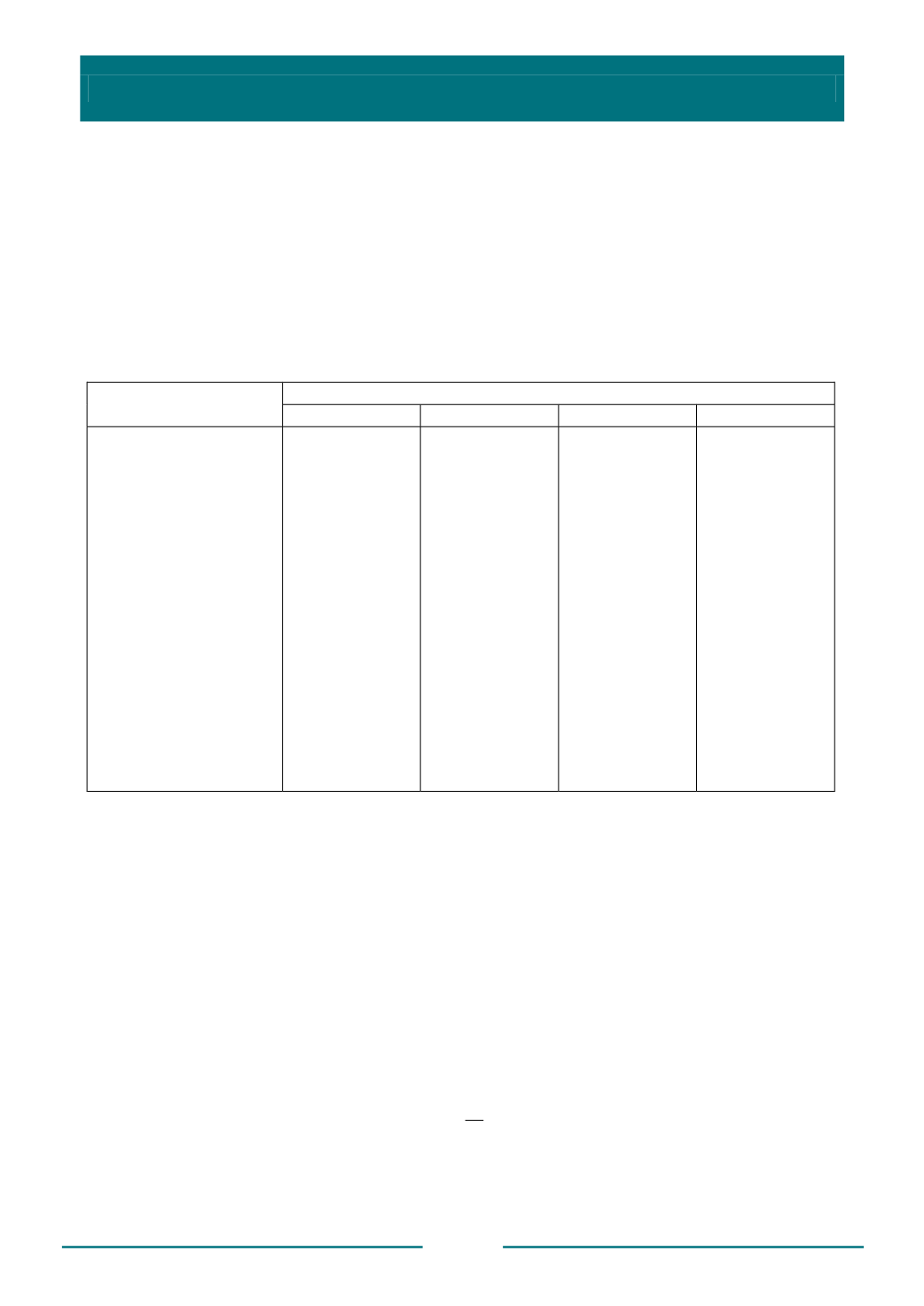
Номинальные значения скорости заливки металла, кг/с
Таблица 6.14
Масса заливаемого
металла, кг
Толщина отливок, мм
2,4…4,1
8,0…11,5
13,2…16,5
19,8…23,1
0,45…2,27
2,27…4,54
4,54…6,80
6,80…9,07
9,07…11,34
11,34…13,61
13,61…15,88
15,88…18,14
18,14…20,41
22,68…34,02
34,02…45,36
56,70…68,04
68,04…79,38
79,38…90,72
102,06…113,40
113,40…124,74
124,74…136,08
1,81
2,27
2,50
2,80
3,31
3,40
3,49
3,58
3,67
3,77
3,81
-
-
-
-
-
-
1,13
1,36
2,09
2,36
2,83
2,90
2,99
3,04
3,18
3,31
3,58
4,04
4,45
4,99
5,63
5,94
6,17
0,73
1,09
1,45
2,00
2,40
2,45
2,63
2,68
2,77
2,81
2,86
3,54
4,17
4,31
4,72
4,99
5,22
0,32
0,73
1,18
1,72
1,88
1,91
2,00
2,10
2,18
2,27
2,68
3,22
3,63
3,77
4,04
4,17
4,40
Направленное затвердевание обеспечивается соблюдением следующих
правил:
• питатель устанавливают у наиболее массивного узла отливки;
• если массивные узлы разделены тонкими сечениями, то устанавливают
соответствующее число питателей у каждого отдельного узла;
• питатель заполняется непосредственно из литникового хода;
• переходные питатели следует применять в случаях, когда конструкция
отливки или расположение отливок в форме не позволяет применять
непосредственное питание.
Размеры питателей можно определить с учетом приведенной толщины
сечения узла по формуле:
z
=
F
,
P
где
F
– площадь поперечного сечения узла в месте подвода металла, см
2
;
Р –
периметр поперечного сечения узла, см.


