СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
271
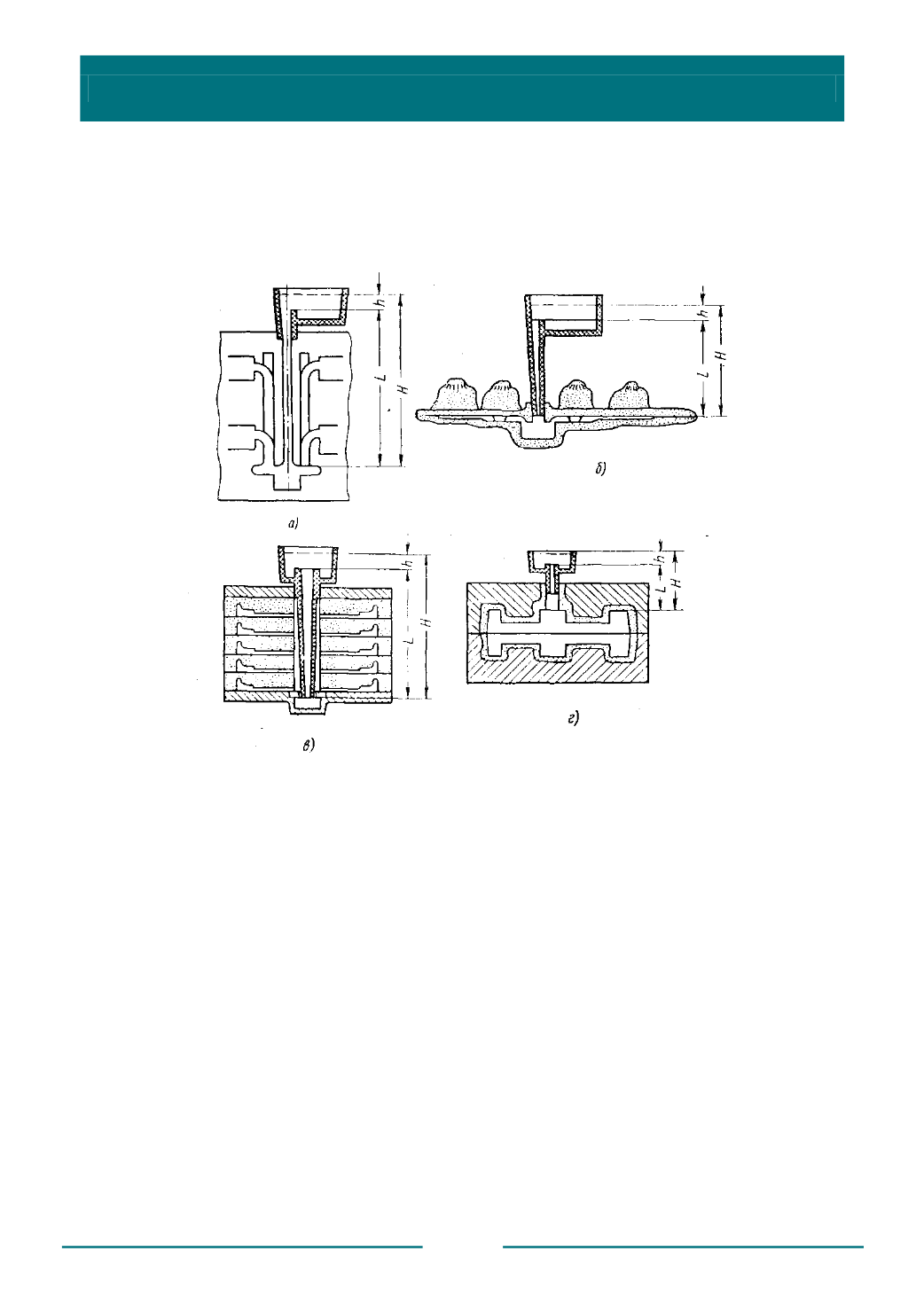
Металлостатический напор
зависит от способа заливки: вертикального,
горизонтального, стопочного, в контурных плитах (рис. 6.23) или центробежного.
Каждый способ влияет на высоту стояка, зависящую от размеров полости отливки
при статической заливке, или от центробежной силы, определяемой скоростью и
радиусом вращения полости отливки в случае центробежной заливки.
Рис. 6.23. Общий металлостатический напор
Н
при заливке форм:
а
– вертикальной;
б
– горизонтальной;
в
– стопочной;
г
– в контурных плитах;
h
– избыточная высота металла в чаше;
L
–высота стояка
Общий металлостатический напор при вертикальной заливке включает
размер формы, потребный для размещения либо одной крупной отливки, либо
ряда мелких отливок, причем через один стояк может быть залито ограниченное
число мелких отливок.
Например, если разместить 100 отливок массой по 113 г в форме, которая
обычно может вместить отливку массой 11,3 кг, то потребуются литники большего
поперечного сечения, для того чтобы обеспечить поступление горячего металла в
полости формы малого размера, удаленные от стояка. Этот же принцип
применяется при горизонтальной заливке, но высоту стояка не увеличивают при
увеличении площади формы.
На практике уровень жидкого металла в литниковой чаше составляет
примерно 100 мм над самой высшей точкой полости формы. Эта величина
включает около 50 мм избыточной высоты металла над стояком в литниковой


