СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
270
Отъемные чаши (рис. 6.20) дают удовлетворительные результаты
независимо от применяемого метода заливки. Размеры литниковых чаш приведены
на рис. 6.21. Значения
Х
и
Y
выбирается с учетом следующих рекомендаций:
Х
, мм 127;
14,3; 16,0; 17,5; 19,0; 20,6; 22,0; 23,8; 25,4
Y
, мм 11,0; 12,7; 14,3; 16,0; 17,5; 19,0; 20,6; 22,0; 23,8
Отношение площади сечения стояка, шлакоуловителя и питателя следует
принимать как
F
ст
:
F
шл
:
F
л
= 1,4 : 1,2 : 1.
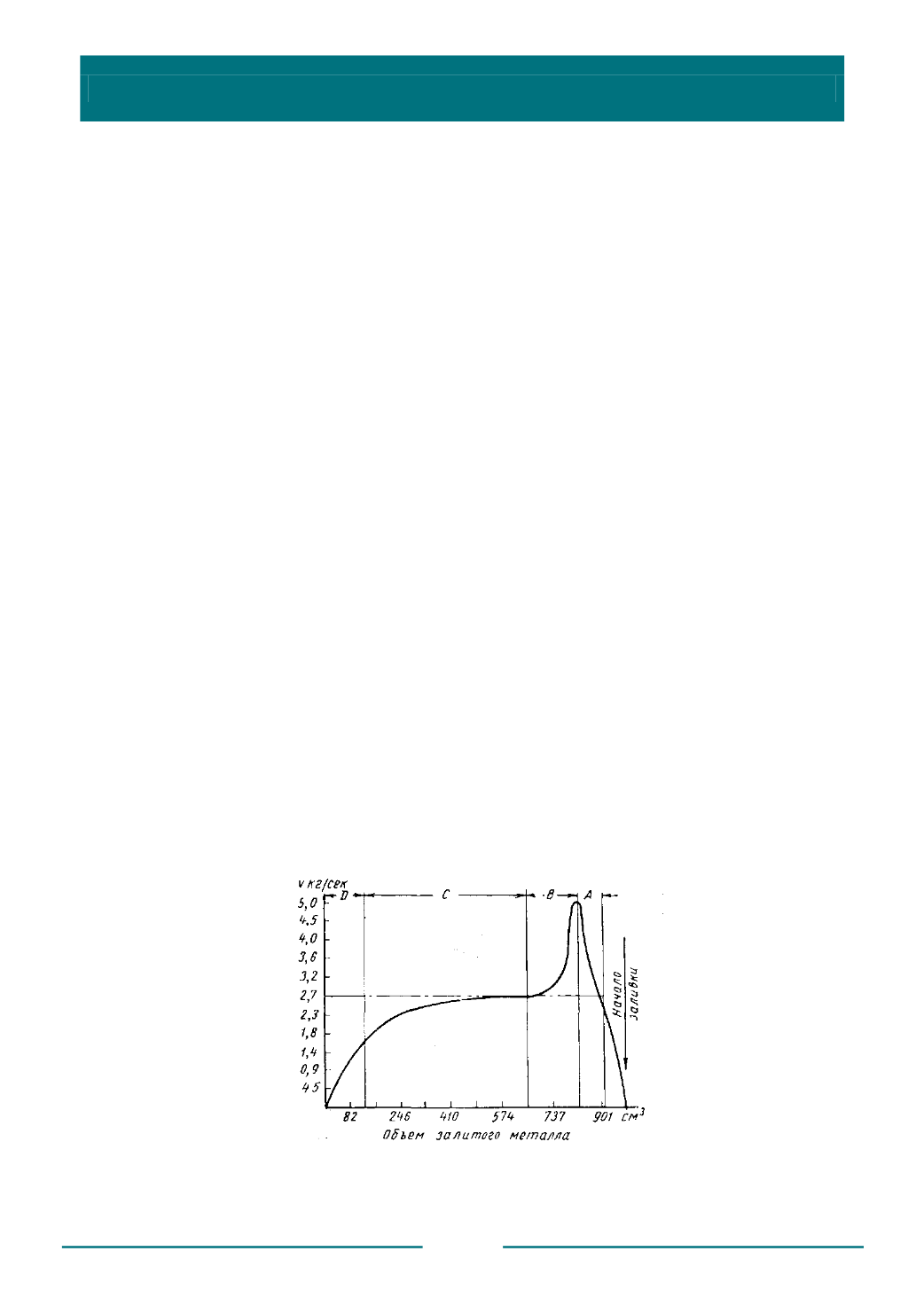
К основным факторам, влияющим на скорость заливки металла, относятся
размер формы, максимальная и минимальная толщина поперечного сечения
отливки, объем полости формы (включая литниковую систему) и свойства
заливаемого металла. Продолжительность заливки, как производная от скорости
заливки, включает время заполнения литниковой чаши, стояка, литников, полостей
формы и прибылей. Вследствие постепенного уменьшения металлостатического
напора по мере заполнения полости формы скорость заливки также постепенно
уменьшается к концу заливки (рис. 6.22). Как видно из графика, для вертикальной
оболочковой формы, имеющей объем 983 см
3
, скорость заливки быстро
увеличивается, металл попадает в литниковую чашу и, преодолевая уступ, быстро
устремляется к нижнему сечению стояка, где происходит дросселирование
(фаза
А
). Как только литники заполнятся металлом, скорость заливки
v
3
уменьшается до расчетной для нижнего сечения стояка; в этом случае
v
3
= 2,7 кг/с
при полном металлостатическом напоре (фаза
В
)
.
Когда жидкий металл заполняет полость отливки, разница по высоте
жидкого металла между уступом в литниковой чаше и уровнем металла в полости
отливки равномерно уменьшается (фаза
С
). При непрерывном заполнении
прибыли скорость заливки понижается до нуля в конце заливки. Конструируя
литниковую систему для конкретной отливки, необходимо принимать во внимание
эту последовательность.
Значения скорости заливки приведены в табл. 6. 14.
Рис. 6.22. Влияние степени заполнения
полости формы на скорость заливки


