СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
268
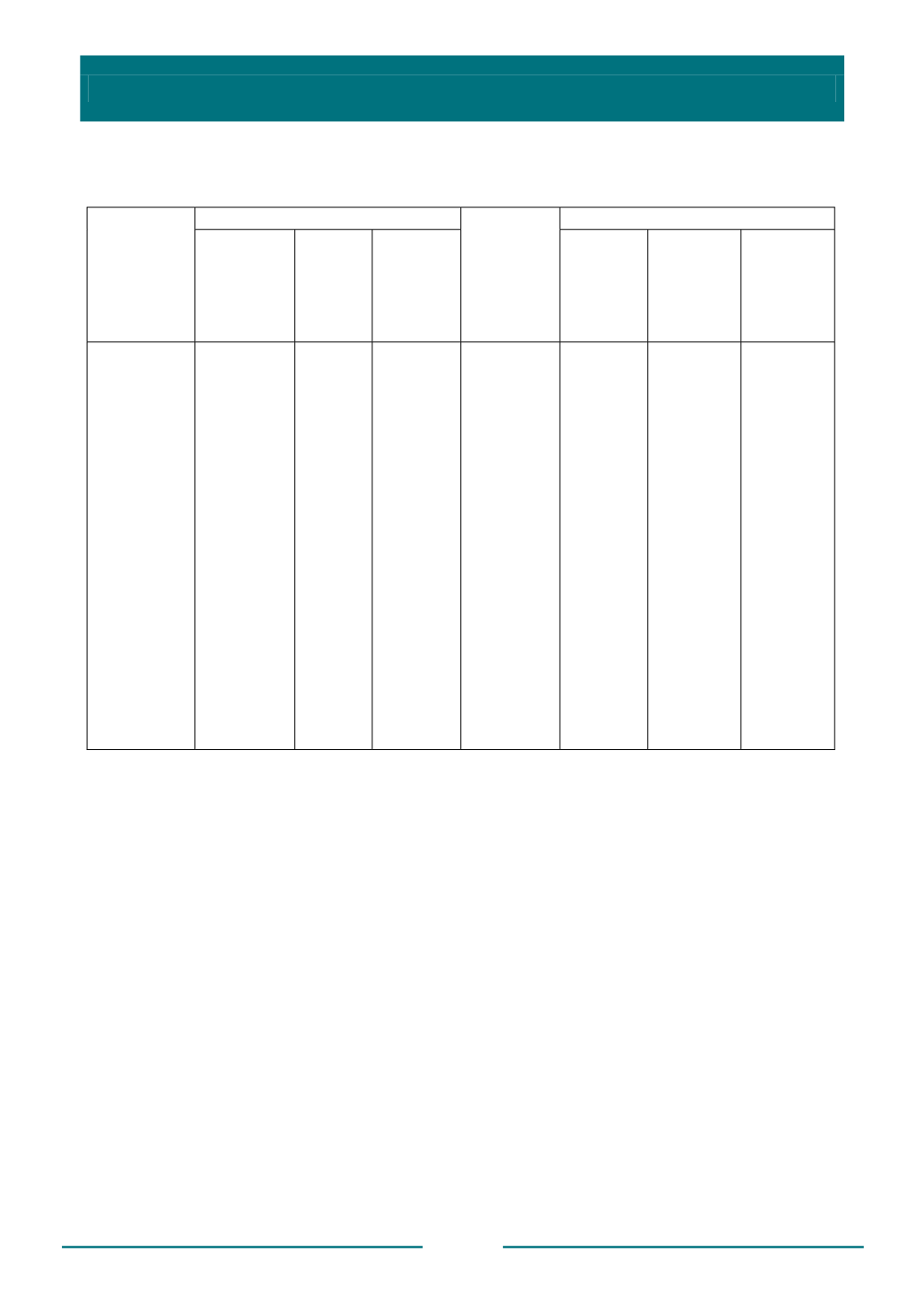
Скорость течения металлов в стояке в см/с
Таблица 6.13
Общий
металлостатич
еский напор,
мм
Стояк
Общий
металлостатич
еский напор,
мм
Стояк
круглый
квадратный
щелевой
круглый
квадратный
щелевиднй
100
127
152
178
203
228
254
279
305
330
355
381
406
432
457
482
508
533
559
251,5
266,7
281,9
297,2
312,4
327,6
342,9
358,1
373,4
388,6
403,8
419,1
434,3
449,6
464,8
480,0
495,3
510,5
525,8
223,5
238,7
254,0
269,2
284,5
299,7
315,0
330,2
345,4
360,7
375,9
391,6
406,4
421,6
436,9
452,1
467,3
482,6
497,8
160,0
172,7
185,4
198,1
210,8
223,5
236,2
248,9
261,6
274,3
281,9
294,6
307,3
320,0
332,7
345,4
358,1
370,8
383,5
584
610
635
660
686
711
736
762
787
813
838
863
889
914
940
965
990
1000
541,0
556,2
571,5
586,7
602,0
617,2
632,4
647,7
662,9
678,2
693,4
708,6
723,9
739,1
754,4
769,6
784,8
800,0
513,1
528,3
543,5
558,8
574,0
589,0
604,5
619,7
635,0
650,2
665,5
680,7
696,0
711,2
726,4
741,7
756,9
782,0
396,2
408,9
421,6
434,3
447,0
459,7
472,4
485,1
497,8
510,5
523,2
535,9
548,6
561,3
574,0
586,7
599,4
612,0
Литниковая система должны быть сконструирована таким образом, чтобы
ограничивать максимальную скорость заливки. Если заливщик следит за тем,
чтобы литниковая чаша оставалась полной с начала заливки, то расчетная скорость
заливки оболочковой формы будет выдерживаться автоматически и полость форм
будет заполняться каждый раз в идентичных условиях.
Если масса и размеры отливки требуют подвода металла в нескольких
местах, то литниковые системы оболочковых форм проектируют с несколькими
литниковыми чашами. Иногда используют два стояка, чтобы создать
дросселирующий эффект нижнего сечения стояка, используемый для снижения
скорости входа металла в полость формы в начале заливки. При расчете площади
нижнего поперечного сечения стояка учитывают объем формы и применяемый
метод заливки – вертикальный, горизонтальный, стопочный, в контурные плиты
или центробежный.


