СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
266
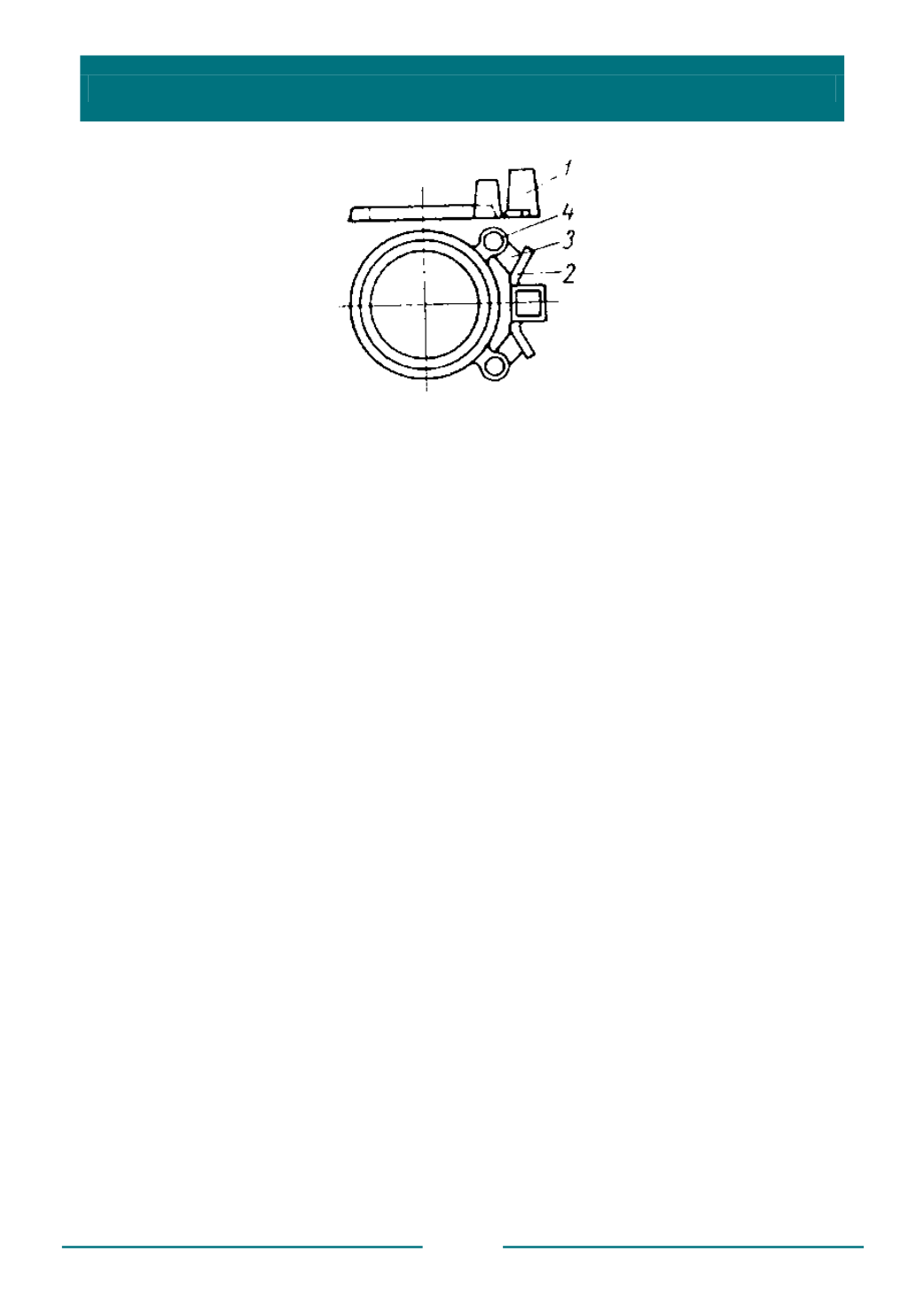
Рис. 6.19. Литниковые системы для отливок
из оловянных и марганцевых бронз:
1
– литниковая чаша;
2
– литник;
3
– питатель;
4
– прибыль
6.6.2. Расчет основных параметров литниковой системы
Скорость заливки металла.
При конструировании литниковых систем
необходимо учитывать скорость заливки металла. Сплавы, имеющие узкий
интервал кристаллизации, в частности стали и марганцевые бронзы, должны
заливаться с большой скоростью и на нижнем пределе интервала температур
заливки. Заэвтектические чугуны, чугуны с шаровидным графитом, оловянные
бронзы и кремний алюминиевые сплавы заливаются на верхнем пределе интервала
температур и с малой скоростью.
Высокая скорость предполагает почти полное отсутствие торможения или
трения жидкого металла, проходящего через литниковую систему оболочковой
формы, по сравнению с величиной трения, существующего при заливке металла в
обычные влажные песчаные формы. Жидкостное трение в литниковых системах
оболочковых форм обычно в 3 раза меньше жидкостного трения в литниковых
системах влажных песчаных форм. По этой причине площади поперечных сечений
различных элементов литниковой системы оболочковой формы должны
подсчитываться, а не браться в уменьшенном масштабе из практики применения
литниковых систем для подобных влажных песчаных форм, так как зависимость
между ними не является линейной.
Основным положением при проектировании любой литниковой системы
является определение размеров сечения стояка: длины сторон, если это
квадратный или прямоугольный стояк, или диаметра, если стояк круглый.
Площадь
F
нижнего сечения стояка зависит от общего металлостатического
напора, равного высоте жидкого металла над этим сечением:


