СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
265
обеспечивает последовательное затвердевание отливок и свободное
вытеснение газов из полости формы.
При литье многих деталей из цветных и черных сплавов вполне оправдала
себя литниковая система, приведенная на рис.6.17,
в
. Такая литниковая система
исключает турбулентность потока металла, а также захват твердых включений,
вводимых с металлом в полость формы или образуемых в результате
турбулентности. Самым важным элементом такой системы является питатель.
Литник находится выше разъема формы и допускает некоторую естественную
флотацию примесей. Поэтому его высота должна быть больше ширины, а
поперечное сечение прямоугольным. Важна также форма перехода из литника в
питатель. Как показывает практика, постепенный переход на конус позволяет
шлаковым включениям проникнуть в форму, если до этого перехода не будет
предусмотрен шлакоуловитель.
Следует отметить, что не на все металлы турбулентность в полости формы
оказывает неблагоприятное действие. Серый чугун и фосфористую бронзу
рекомендуется заливать непосредственно через стояк без питателей.
Литниковую систему (рис. 6.17,
г
) применяют при литье оловянных и других
бронз с последующей частичной или без механической обработки.
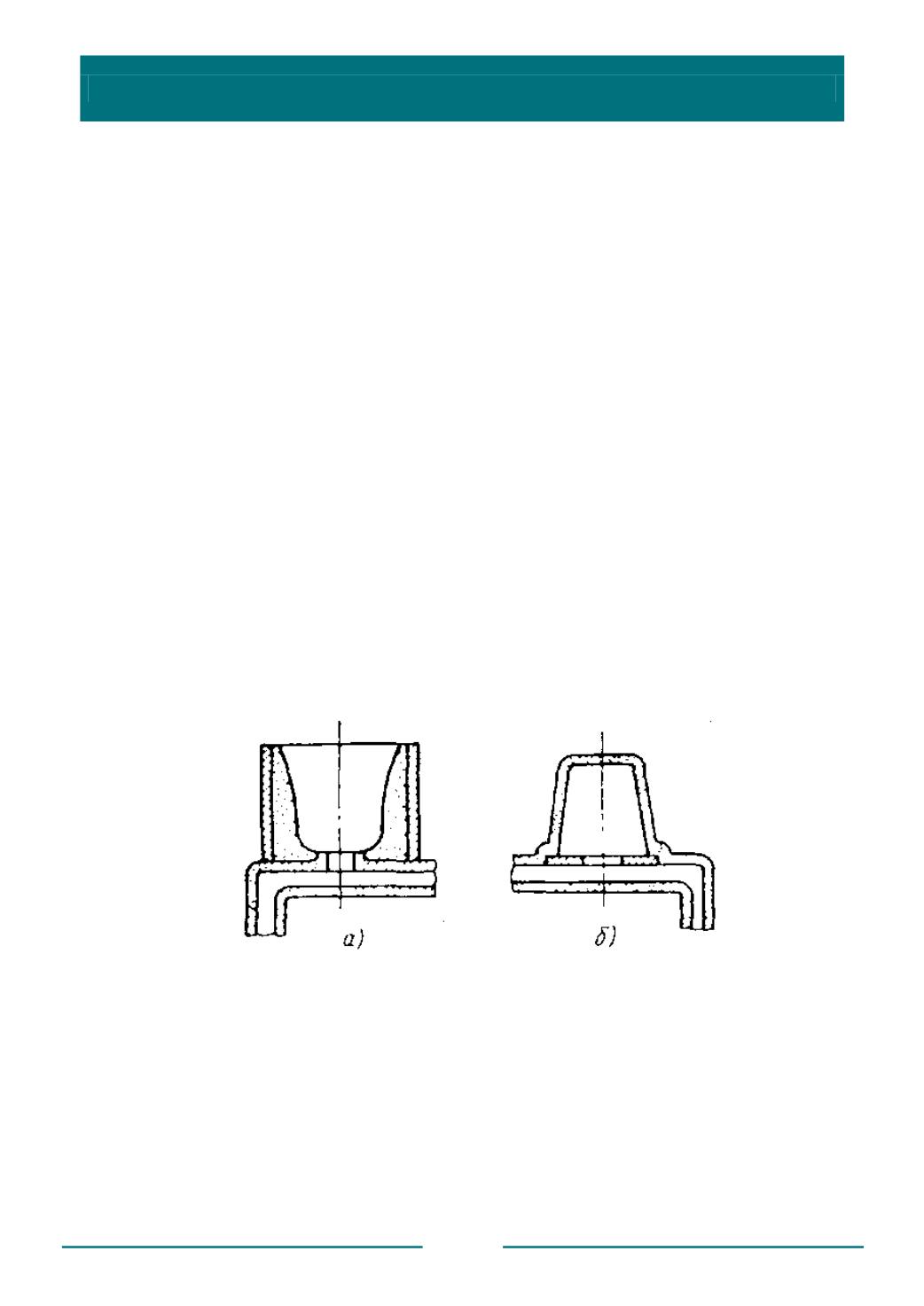
В оболочковых формах делают открытые и закрытые прибыли. Предпочтение
отдают боковым прибылям. Если требуется верхняя прибыль, то ее легко получить
при помощи стержня (рис. 6.18,
б
) или устройства с воронкой (рис. 6.18,
а
)
.
Рис. 6.18. Конструктивное оформление прибылей
Усадка в процессе затвердевания отливки происходит в направлении к толстым
участкам, поэтому для наиболее эффективного питания целесообразнее применять
такую литниковую систему, которая подводила бы металл к прибыли. Для этой цели
установка боковых прибылей или прибылей у разъема является наиболее выгодным,
например, при литье оловянных и марганцевых бронз (рис. 6.19).


