СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
207
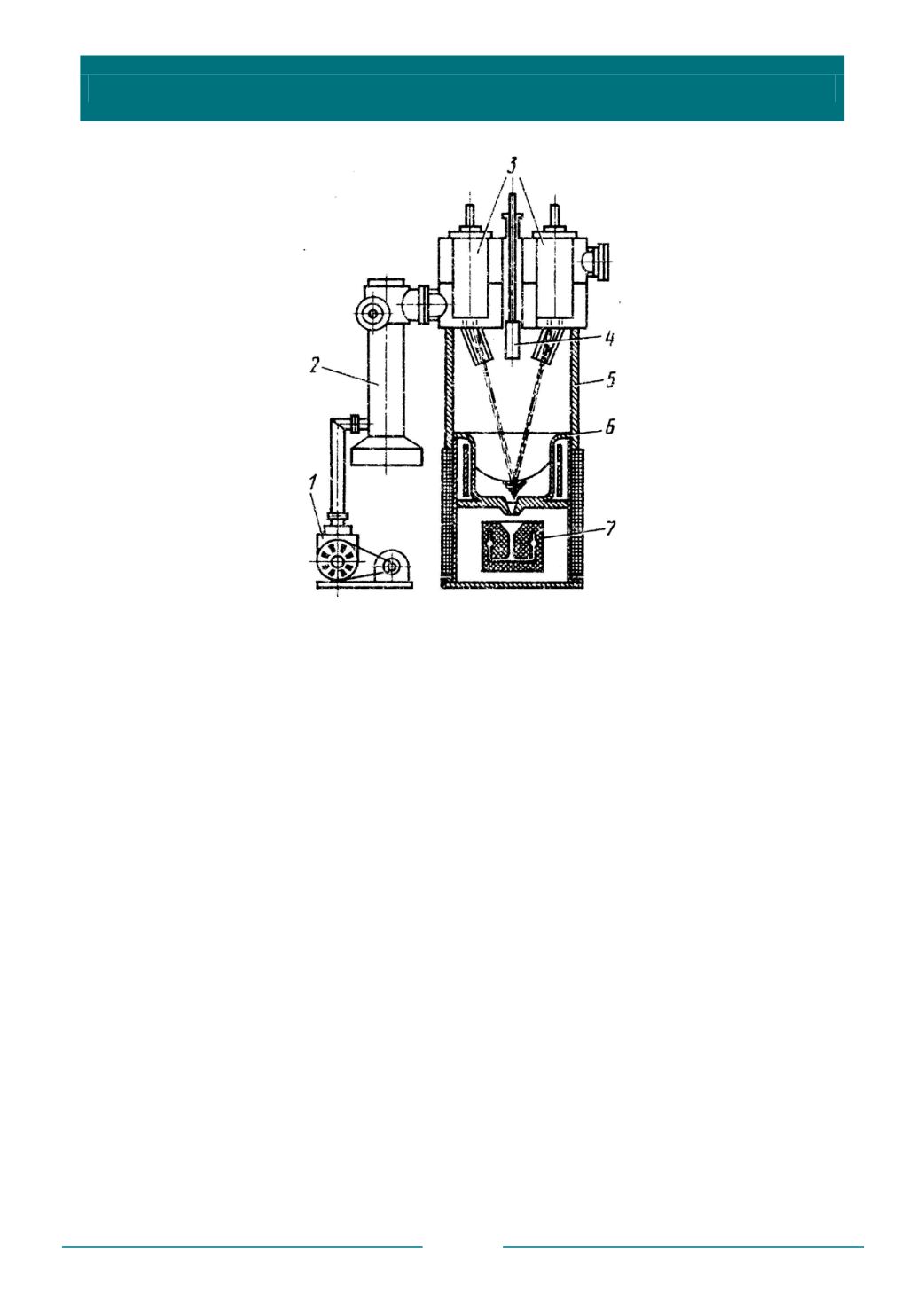
Рисунок 4.12. Схема электронно-дуговой гарнисажной
плавильно-заливочной установки:
1
– форвакуумный насос;
2
– вакуумный диффузионный насос;
3
– электронные пушки;
4
– державка электрода;
5
– вакуумная камера;
6
– плавильный гарнисажный тигель;
7
– литейная форма
Можно говорить, что графитовый кокиль практически инертен к цветным
легкоплавким металлам и медным сплавам в условиях заливки, но при литье
тугоплавких металлов и их сплавов интенсивность взаимодействия отливки с
формой является одним из определяющих факторов, затрудняющих производство
качественного литья.
Результаты прогнозирования интенсивности и характера взаимодействия
отливок из различных
d
-металлов с углеродной формой методом оценки
свободной энергии образования карбидов, теплового и объемного эффектов
образования карбида, электроотрицательности и температуры плавления металла
не только не однозначны, но и зачастую прямо противоположны результатам
эксперимента и производственной практики. В частности, титан и цирконий
интенсивно пропитывают (металлизируют) пористые графитовые формы, но при
контакте с высокоплотными графитами (ρ> 1750 кг/м
3
) или беспористой
поверхностью форм из коллоидного графита пропитка почти не наблюдается, и
поверхность таких форм сохраняет свой первоначальный микрорельеф. В тех же
условиях контакта вольфрам и молибден не пропитывают пористые формы, но
поверхность как пористых, так и плотных графитов подвергается довольно


