СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
201
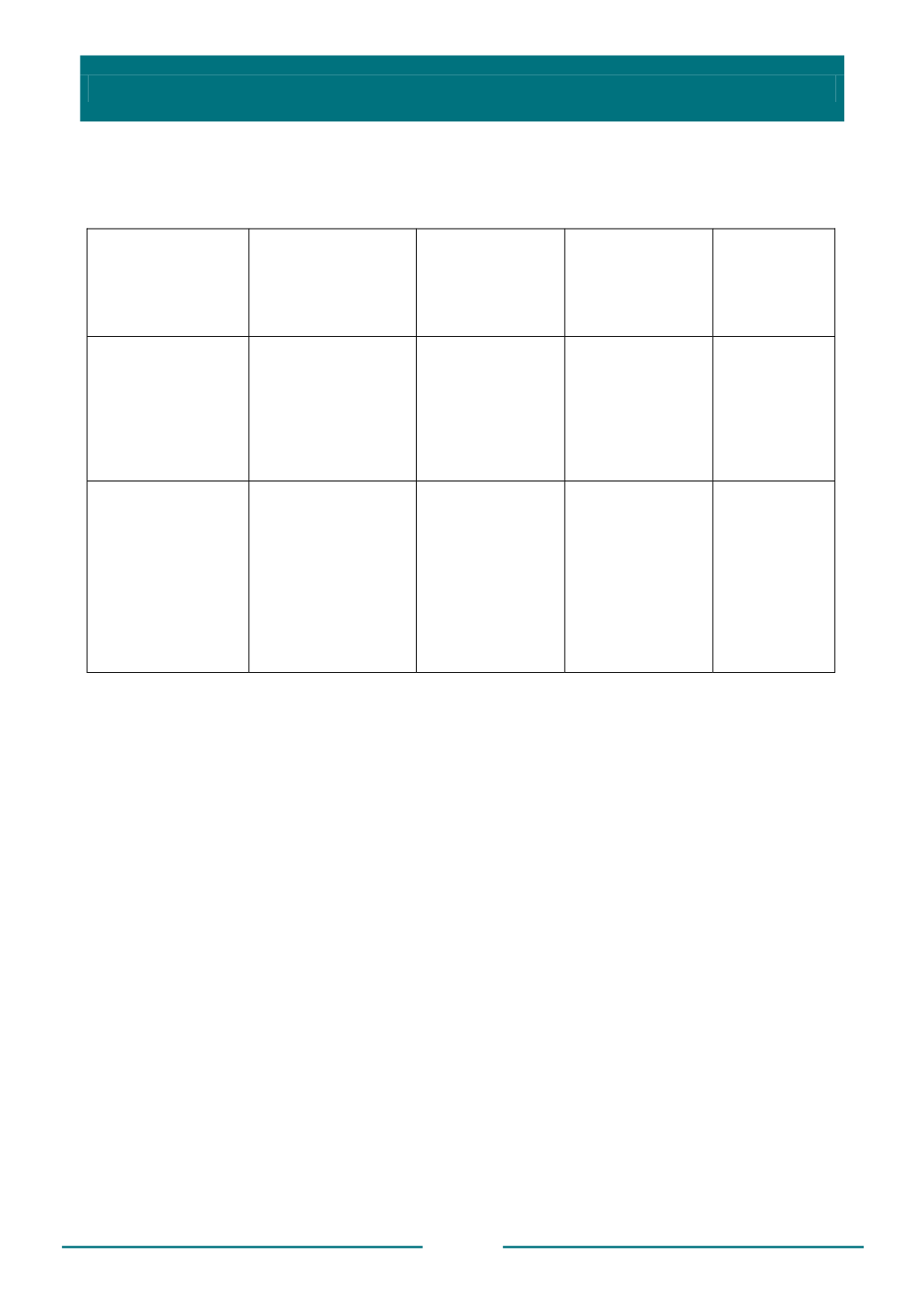
Таблица 4.3
Характеристики типовых связующих материалов для углеродных
формовочных смесей
Связующие
материалы
Химическая
структура
материала
Элементный
состав
связующих
материалов, %
(мас. доля)
Температура
интенсивного
разложения и
усадки, ºС
Выход
углеродисто
го
образования,
% (мас.доля)
Фенольные смолы
(продукты
конденсации
фенола,
формальдегида и
фенолоспиртов)
Трехмерная с
ароматическими
циклами,
связанными (-СН2
-) группами
С= 80…85;
Н= 5…6;
О= 14…16
320…480
до 60
Фурановые смолы
(продукты
конденсации
фурфурола,
фурилового
спирта с фенолом,
формальдегидом,
ацетоном)
Трехмерная
преимущественно
с
(-С-С-) и (-С=С-)
связями
С= 70…75;
Н= 5…6;
О= 21…24
380…440
до 55
Примечания
: 1. Характерный тип химической структуры и элементный состав приведены для
заполимеризованного связующего материала при температуре 130…180 ºС.
2. Выход углеродистого образования определен методом гравитационного анализа в аргоне со
скоростью нагрева 10 ºС/мин при температуре до 600 ºС.
Основное влияние на объемные изменения форм при уплотнении и
термостабилизации оказывает соотношение связующего материала и наполнителя.
Можно представить модель формовочной композиции двумя состояниями:
I – композиция «плавающего» наполнителя и II – композиция «жесткого каркаса»
с контактом зерен наполнителя. Очевидно, что приближение к состоянию
«жесткого каркаса» достижимо только при значительных усилиях уплотнения и
при этом зерна графита упруго сжимаются (до 25 % объема), что предполагает
дальнейшее упругое расширение (распрессовку) композиций ∆
V
упр
(рис. 4.6). Все
это приводит к модели I «плавающего» наполнителя, так как связующий материал
концентрируется между зернами наполнителя.


