СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
200
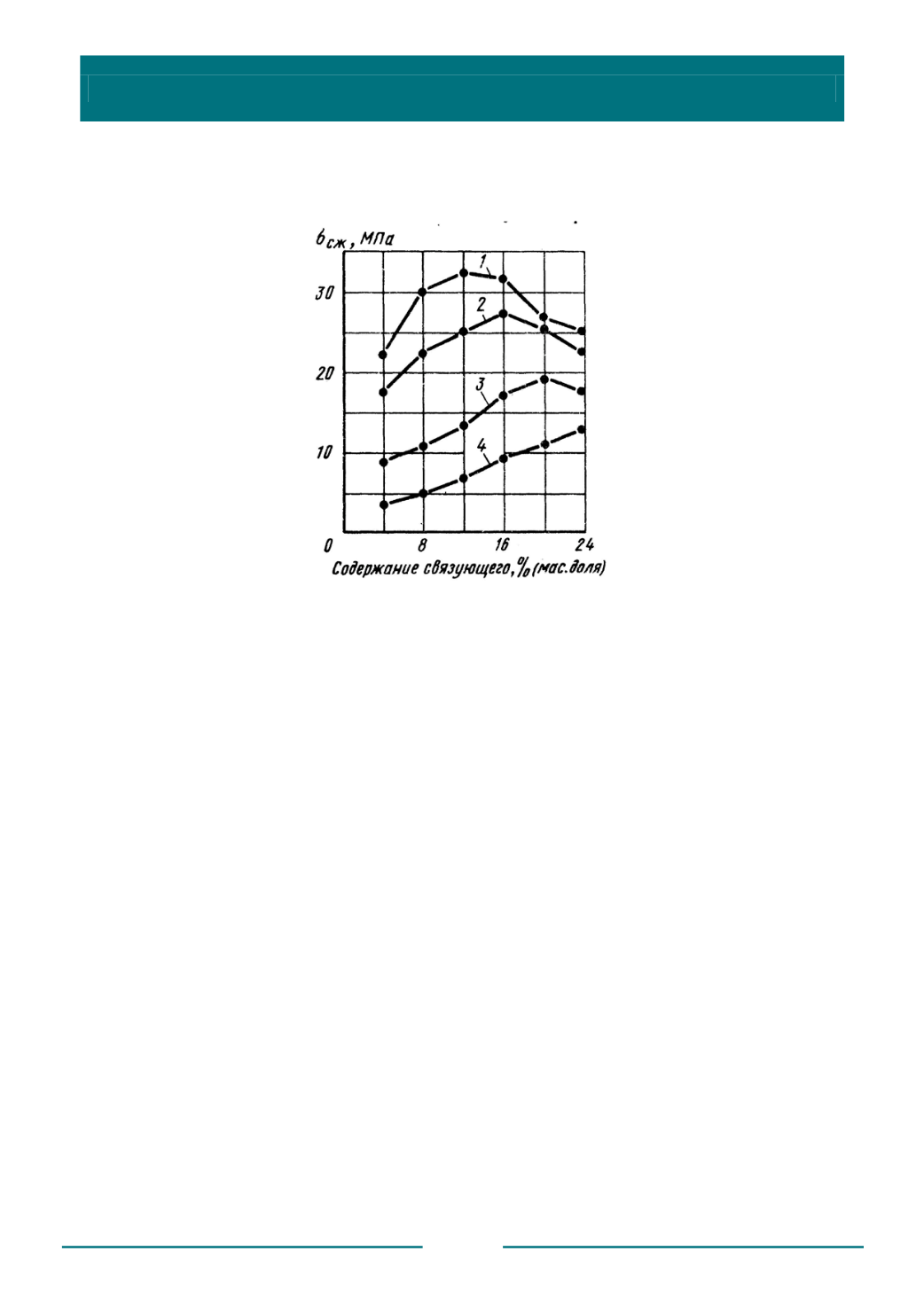
Разным степеням прочности и уплотнения соответствует оптимальное
соотношение связующего и наполнителя (рис. 4.5).
Рис. 4.5. Зависимость предела прочности при сжатии углеродных образцов,
изготовленных ИКД-методом, от содержания в них
фуранового связующего и их плотности:
1
– ρ=1250 кг/м³;
2
– ρ=1500 кг/м³;
3
– ρ=1650 кг/м³;
4
– ρ=1850 кг/м³
Изготовленные ИКД-методом формы, могут быть применены как кокили для
литья магниевых, алюминиевых и медных сплавов. Также этим методом изготовляют
кокили для отливки художественных изделий из цветных сплавов, используя модели
из металла, пластмассы, фарфора или других материалов. При этом температура
термообработки форм в оснастке может быть понижена до 120…160 °С.
4.3.2. Процессы, происходящие при формообразовании
Свойства углеродных форм, такие как точность, прочность, плотность и
термохимическая инертность, в основном определяются химическим составом
углеродной формовочной композиции (УФК) и соотношением в ней наполнителя
и
связующего.
В
качестве
основного
наполнителя
используют
классифицированную крошку электродного графита и термостабилизированный
кокс, а в качестве связующих материалов – высокококсующие термореактивные
синтетические смолы фурановой и ароматической структуры (табл. 4.3).


