СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
212
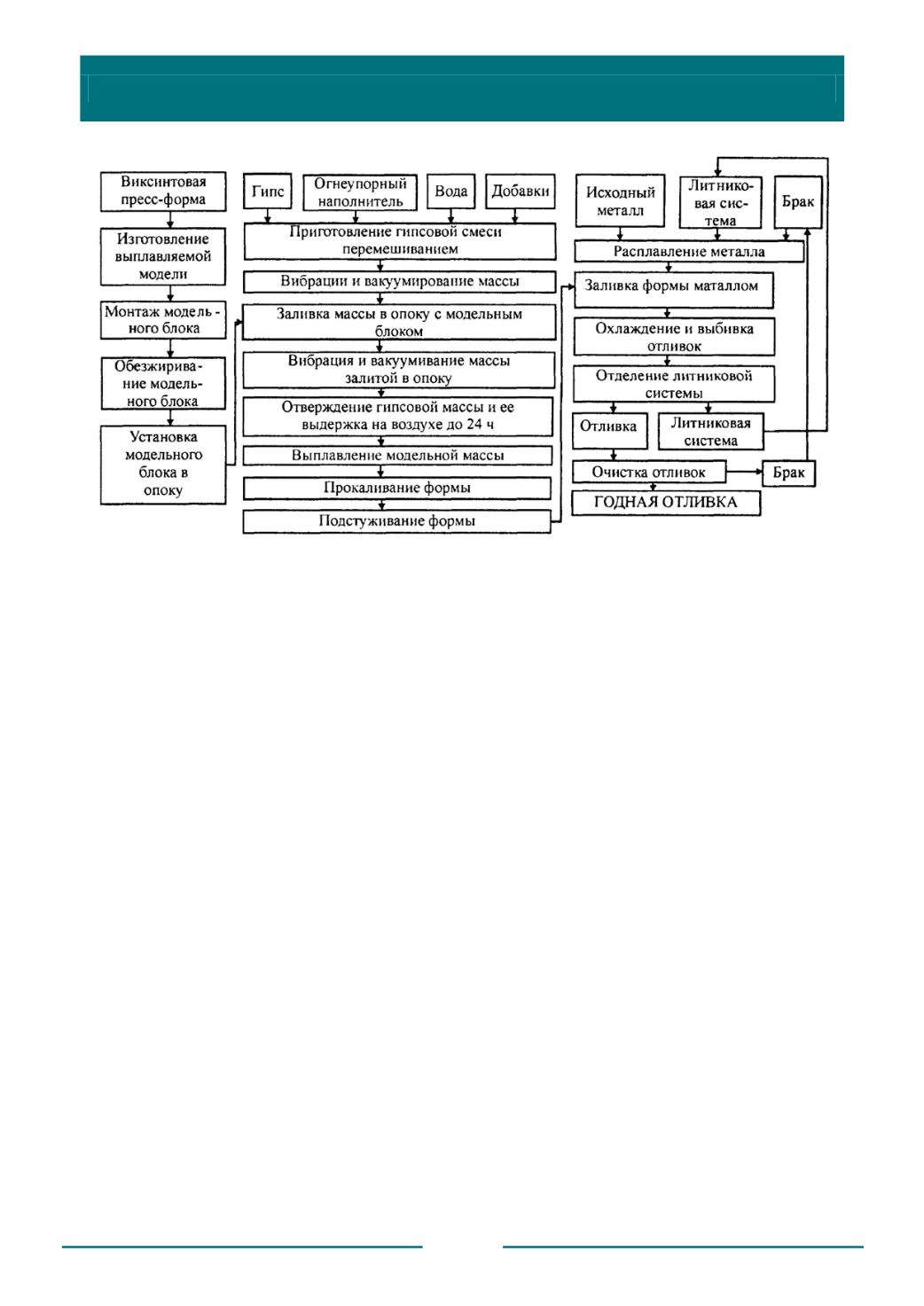
Рис. 5.1. Схема технологического процесса изготовления отливок в гипсовых формах
При перемешивании суспензии, состоящей из таких компонентов, как вода,
гипс и мелкодисперсные огнеупорные наполнители, в нее замешивается много
воздуха, что приводит к образованию на поверхности отливок дефектов. Поэтому
суспензию перед использованием обязательно вакуумируют и вибрируют.
Далее приготовленную гипсовую смесь заливают в оснастку спокойной
струей без захвата воздуха. Также рекомендуется перед заливкой смеси в опоку
покрыть модель тонким слоем той же суспензии и продолжить вибрацию при
заливке. Поверхности разъема гипсовых форм смазывают машинным маслом.
Форму сушат в нормальных условиях при извлеченной постоянной модели, а
выплавляемую модель удаляют в печи с температурой на 10…15 °С выше
температуры плавления модельного состава.
По мере надобности форму прокаливают, причем температура прокаливания
должна быть на 50…100 °С выше температуры плавления заливаемого металла, но
не выше 800 °С. При необходимости после прокаливания форму охлаждают и
металл заливают в подстуженную форму. В раскаленные же формы заливают
металл при изготовлении отливок со сложной поверхностью.
Главные особенности процесса заключаются в следующем:
• гипс используется как связующее и как наполнитель;
• жидкоподвижная самотвердеющая суспензия является материалом
литейной формы;
• модели могут быть из разнообразных материалов, так как гипсовую
форму изготавливают без какого-либо уплотнения.


