СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
205
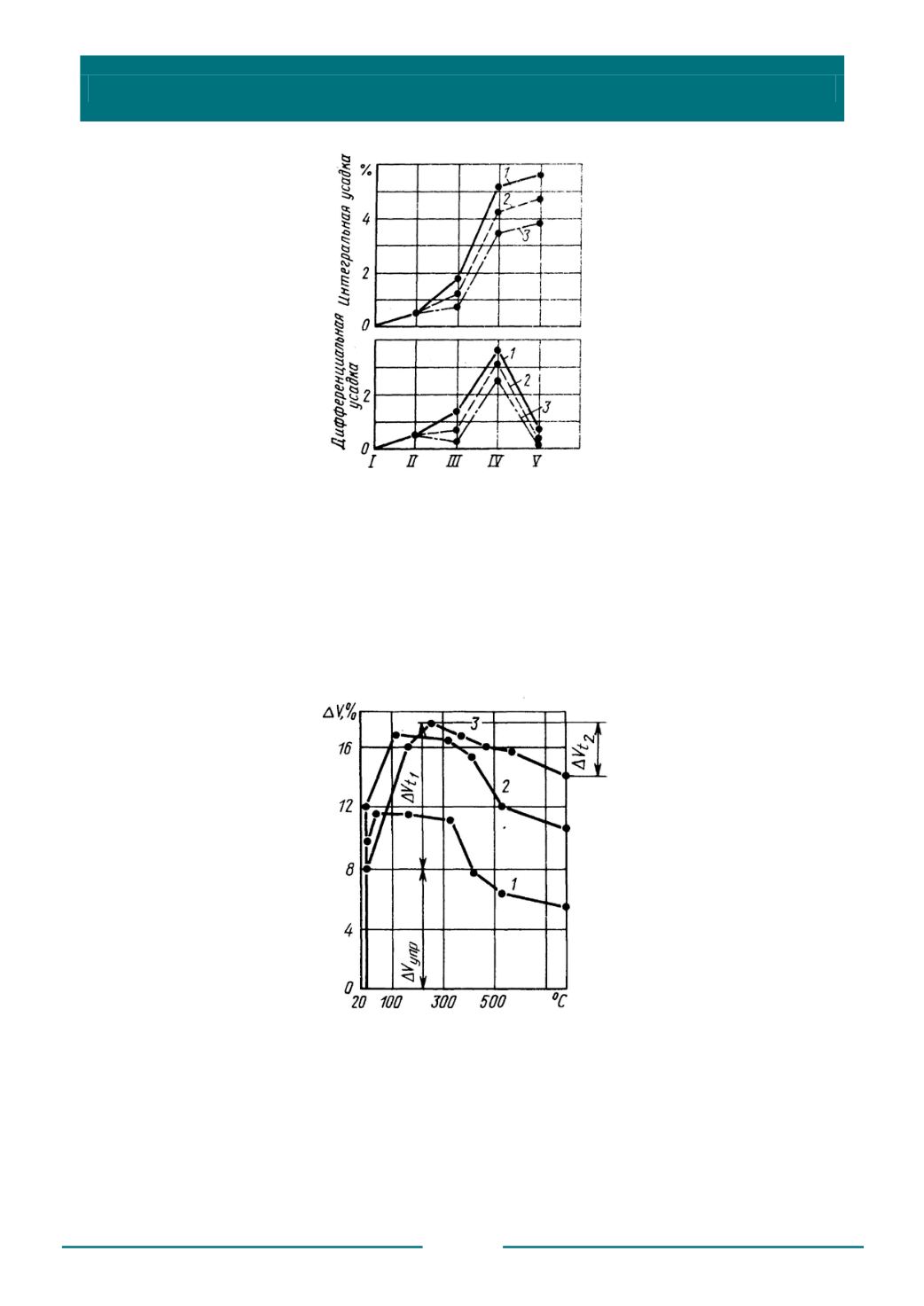
Рис. 4.10. Усадка углеродных форм, изготовленных
методом выплавляемых моделей, в зависимости
от отношения количества связующего (сухого остатка)
к наполнителю в суспензии:
1
– 0,75;
2
– 0,5;
3
– 0,25;
I – пресс-форма; II – модель;
III – форма после вытопки модели;
IV, V – форма после обжига соответственно до 850 и до 1900 ºС
Рис. 4.11. Зависимость изменения объема
∆
V
прессовок УФК от температуры нагрева и вида связующего:
1
– фурановая смола;
2
– фенолоформальдегидная;
3
– каменноугольный пек


