СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
204
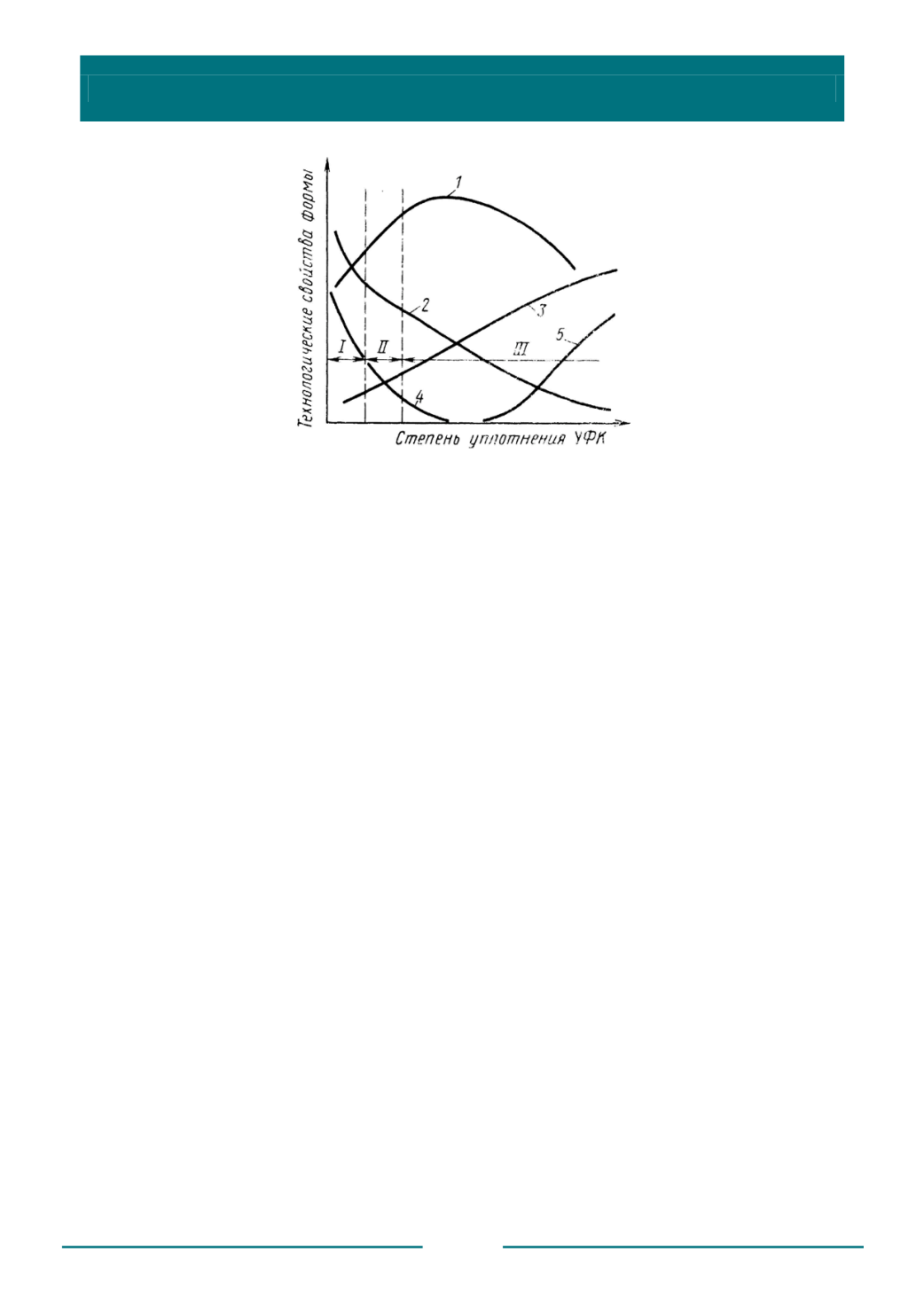
Рис. 4.9. Характер изменения свойств форм
в зависимости от степени уплотнения УФК:
1
– точность формы;
2
– газотворная способность при заливке и газопроницаемость;
3
– прочность, термоаккумуляционная способность,
термохимическая инертность к отливке, средняя плотность;
4
– усадка при обжиге;
5
– растрескивание, увеличение объема при обжиге.
I
–
зона свободного формообразования (по выплавляемым моделям);
II – зона уплотнения набивкой; III – зона уплотнения прессованием
Понятно, что при изготовлении форм набивкой и по выплавляемым моделям
концентрация связующего в 2…5 раз больше, что определяет большую усадку при
карбонизации (рис. 4.10).
На рис. 4.11 представлены данные упругого последействия и усадки форм,
изготовленных прессованием (5 МПа) в зависимости от температуры
термообработки, также вида связующего материала. Повышение давления
приводит к снижению усадки, но к увеличению упругого последействия.


