СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
243
Неподвижная
6
и
подвижная
2
матрицы
снабжены
электроподогревателями
7
,
позволяющими осуществлять подогрев матриц до
необходимой температуры. Неподвижная матрица имеет приспособление в
нижней своей части для установки стержня. Подвижная матрица соединена (на
болтах) с вкладышем
3
, формирующим внешнюю гладкую стенку отливки.
Подвижная матрица
2
, также снабженная электроподогревателями, соединена
неподвижно с полой трубой
11
,
при вращении которой происходит сближение
матриц в соответствии с назначенной толщиной отливки. В исходном
положении, между неподвижной и подвижной матрицами, в нижней их части
имеется металлоприемник
8
с уплотнением
9
,
в который заливается
необходимая порция металла. Сближение матриц осуществляется при помощи
механизма поворота
1
,
ограничитель
5
служит для регулирования толщины
отливки. С боков неподвижной матрицы крепятся две массивные чугунные щеки
4
, между которыми перемещается подвижная матрица.
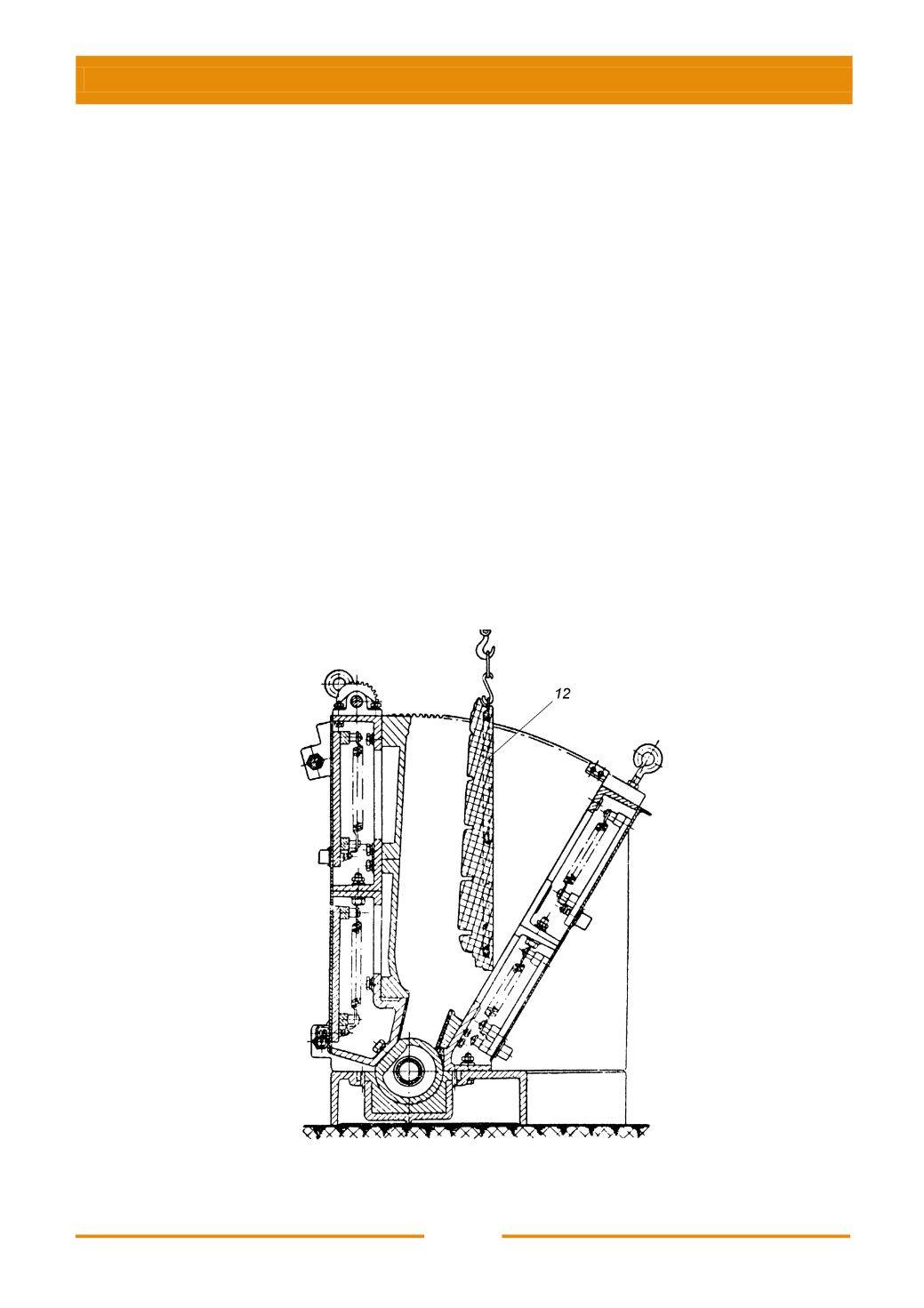
Простановка стержня
12
в форму показана на рис. 8.3. После простановки
стержня, который служит для оребрения стержня отливки, заполненяют
металлоприемник расплавленным металлом (рис. 8.4) и производят сближение
матриц, определяемое установленным на машине ограничителем, одновременно
осуществляют формирование отливки и
выжимание излишнего металла в ковш
(рис. 8.5).
Рис. 8.3. Простановка песчаного стержня в выжимную машину


