СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
241
8.1 Сущность метода
Способ литья выжиманием для получения крупногабаритных
тонкостенных отливок был предложен Е.С. Стебаковым [70]. Сущность этого
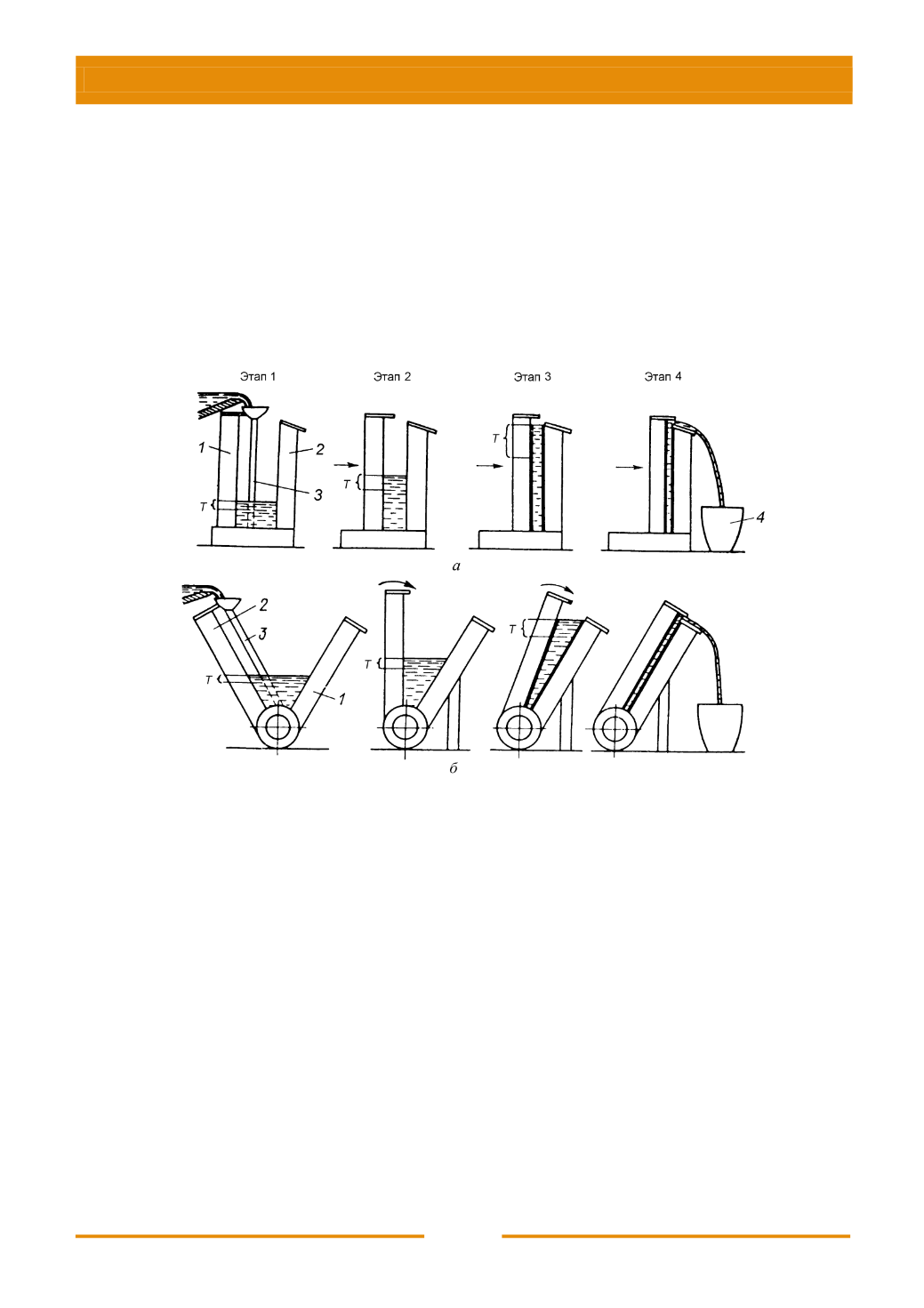
способа можно пояснить схемой (рис. 8.1). Заливка металла осуществляется в
сближающиеся металлические формы, из которых одна или обе могут быть
футерованы, если требуется получить более сложную фасонную деталь.
Различают две разновидности процесса литья выжиманием: литье с
параллельным сближением полуформ и литье с угловым их сближением
(рис. 8.1).
Рис. 8.1 Схема процесса получения отливок выжиманием:
а
– с параллельным сближением полуформ;
б
– с угловым сближением полуформ;
1
– матрица неподвижная;
2
– матрица подвижная;
3
– металлопровод;
4
– ковш;
Т
– технологический избыток сплава
Процесс получения отливки можно условно разложить на 4 этапа.
I этап – матрицы
1
и
2
находятся в неподвижном состоянии и в нижнюю
часть полости заливается жидкий сплав с помощью металлопровода
3
,
обеспечивающего спокойное заполнение. Масса жидкого сплава должна быть
равна массе отливки с некоторым технологическим запасом
Т
.
II этап – подвижная матрица
2
начинает сближаться с неподвижной
1
, при
этом жидкий сплав выжимается в пространство между матрицами.
III этап – сближение матриц продолжается, выжимаемый сплав достигает
верхней части формы.
IV этап – сближение матриц заканчивается, избыток жидкого сплава
выливается в ковш
4
.


