СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
245
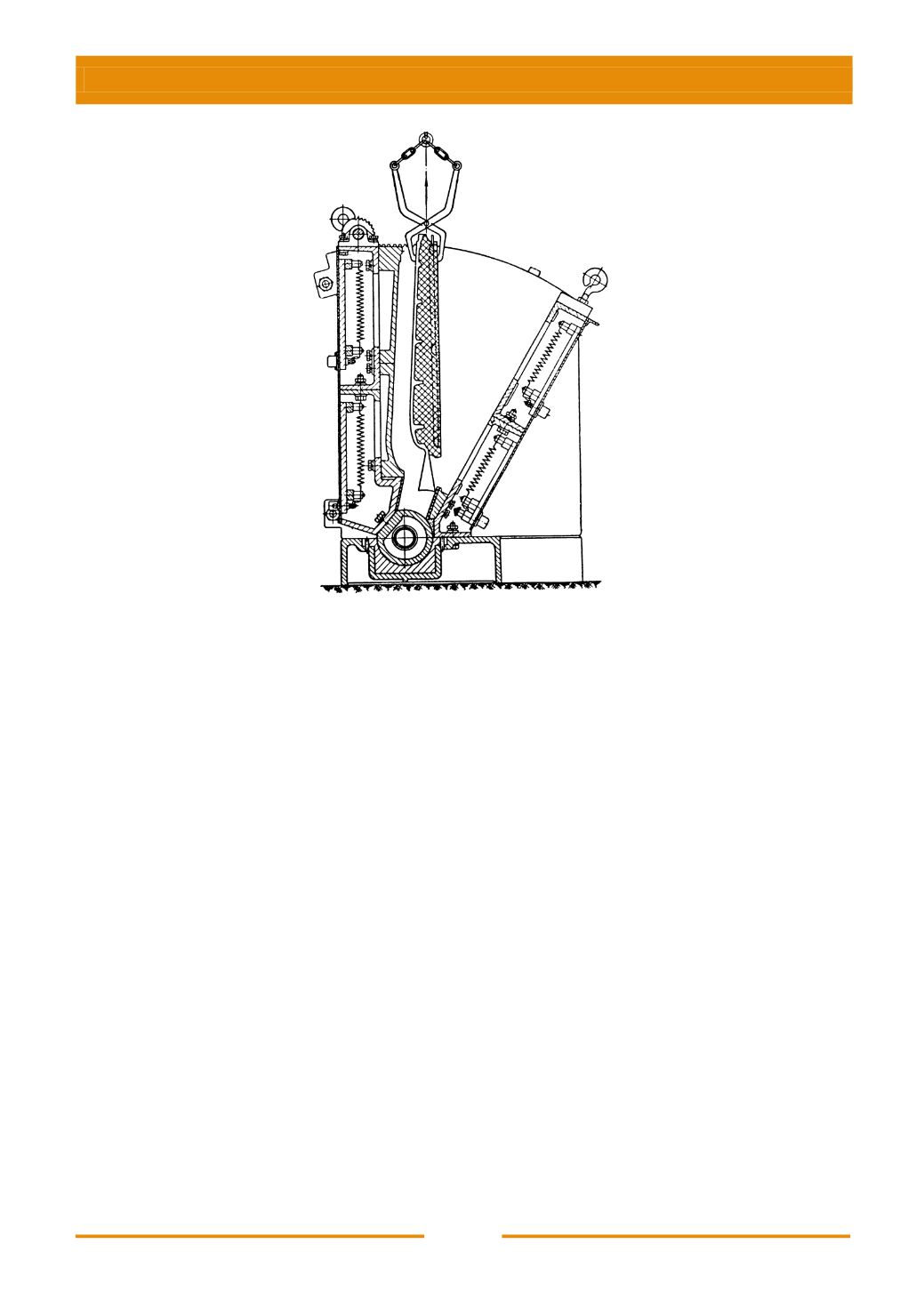
Рис. 8.6. Извлечение отливки со стержнем
Таким образом, технологический процесс включает в себя следующие
операции:
подготовку машины и технологической оснастки к работе;
изготовление и установку стержневого блока на основание металлической
литейной формы;
сближение полуформ до рабочего положения с перекрытием бокового
зазора в плоскости вертикального разъема уплотнительными щеками;
заливку мерной порции жидкого металла в нижнюю часть литейной
формы (металлоприемник);
сближение полуформ со скоростью, обеспечивающей оптимальный режим
заполнения литейной формы расплавом, и выдержку их для полной
кристаллизации отливки;
раскрытие полуформ и извлечение отливки.
8.2. Особенности формирования отливки
При литье выжиманием можно выделить следующие особенности. Во-
первых, заполнение литейной формы происходит потоком большого сечения,
что существенно снижает гидродинамические потери при заполнении полости
формы. Во-вторых, формирование отливки идет в условиях непрерывного
течения расплавленного металла при заполнении формы.
Непрерывное течение жидкого металла около кристаллизующихся на
стенках формы твердых корок обусловливает высокое качество отливки.


