СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
203
реализовать созданием минимально необходимого для сохранения прочности
формы разрежения в порах наполнителя и установкой в верхней полуформе
выпора или открытой прибыли необходимого сечения. На стадии же
формообразования, в случае изготовления стержневых отливок, в знаковых
частях формы делать игольчатые наколы для принудительной эвакуации
стержневых газов во время заливки формы расплавом.
При расчете размеров выпора необходимо руководствоваться условием
равенства расходов газа из рабочей полости формы через «потолочную» часть в
наполнитель формы и воздуха из атмосферы цеха через выпор [67]:
Q
п
=
Q
в
,
(6.31)
где
Q
п
– расход газа при истечении его из рабочей полости формы в поровое
пространство песчаного наполнителя;
Q
в
– расход газа через выпор при
истечении его из атмосферы в рабочую полость вакуумируемой формы.
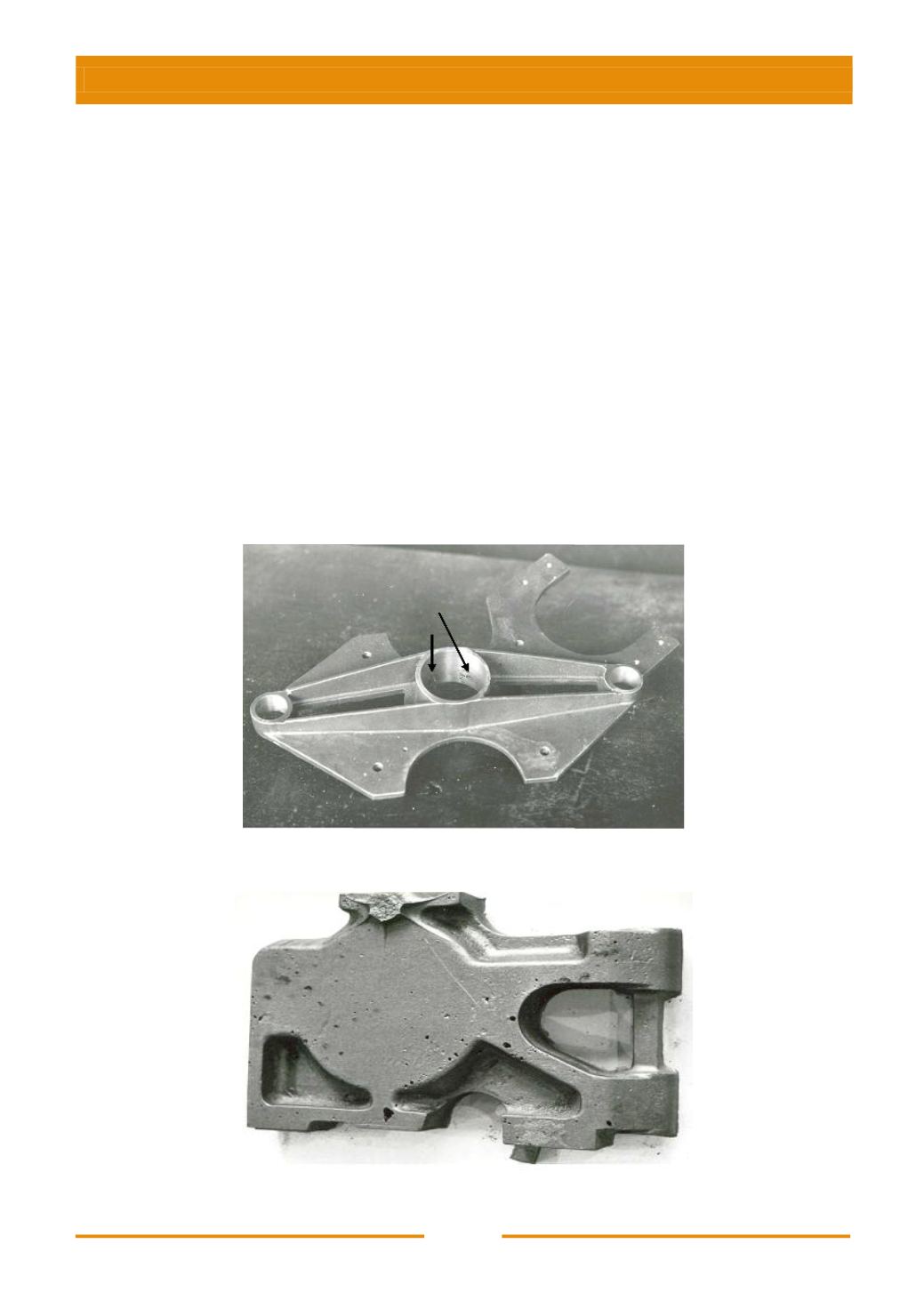
Внешний вид отливок с газовыми дефектами показан на
рис. 6.19,
б
, 6,23…6.25.
Рис. 6.23. Отливка «Кронштейн» из стали 35Л с газовой пористостью
Рис. 6.24. Отливка «Кокиль» из ВЧ42-12 с газовой пористостью и шероховатостью


