СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
198
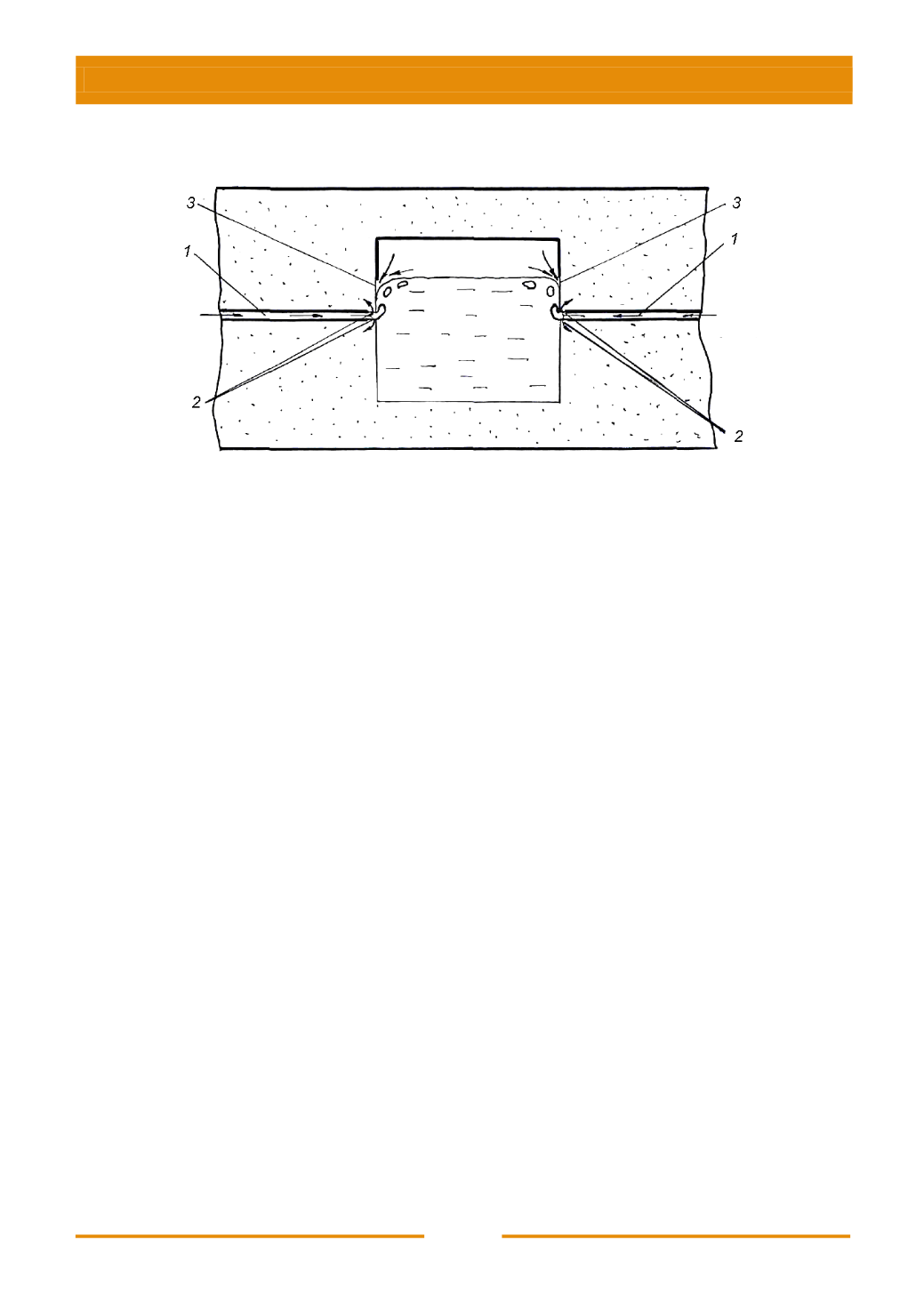
проникновение газовой фазы в расплав, заполняющий рабочую полость формы,
через каналы
1
, образованные в результате неплотного прилегания полуформ.
Рис. 6.20. Схема подсоса атмосферного воздуха в расплав
по неплотностям в разъеме вакуумируемой формы:
1
– канал по разъему полуформы;
2
и
3
– зазоры
Внедрение пузырьков воздуха в жидкий металл будет происходить при
каждом цикле изменения газового давления в полости формы до тех пор, пока
сумма слагаемых в правой части уравнения (6.27), (давление газа над зеркалом
расплава, металлостатическое давление над уровнем разъема формы и силы
поверхностного натяжения) не станет равной атмосферному давлению.
По достижении зеркалом расплава определенного уровня высоты рабочей
полости полимерная пленка, оформляющая «потолочную» часть полости
формы, термодестругирует под действием теплоизлучения и конвективного
теплообмена и становится газопроницаемой. При этом быстрое понижение
абсолютного давления газа над зеркалом расплава создает условия для
ускоренного подъема (подскока) его уровня и возможного образования разрыва
потока. Условие выхода пузырей газа через свободную поверхность расплава
имеет вид
1 /
зап
вспл
t
t
,
(6.28)
где
t
вспл
– продолжительность всплытия газовых пузырьков критических
размеров;
t
зап
– продолжительность заполнения расплавом полости формы.
При резком увеличении скорости заполнения металлом полости формы,
время
t
зап
уменьшается и неравенство (6.28) может принять вид либо равенства,
либо неравенства вида
t
вспл
/
t
зап
> 1, что нарушает условие выхода пузырьков из
расплава. Попавшие ранее в расплав пузырьки газа отстают по скорости
всплытия от скорости подъема зеркала расплава и не успевают выйти через его
свободную поверхность. При этом газовые пузырьки, оставшиеся в расплаве,
образуют газовые дефекты в отливках. Скорость заполнения металлом рабочей
полости формы при разгерметизации ее «потолочной» части будет тем больше,


