СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
193
При изготовлении экспериментальной отливки с размерами 70
75
150 мм
в вакуумируемой форме без выпора, с разрежением в порах песчаного
наполнителя 55 кПа и с негерметизированным разъемом всегда получались
полые отливки, пример одной из которых представлен на рис.6.16,
б
. Очевидно, в
один из циклов понижения газового давления над зеркалом расплава, последний
резко всасывается в полость формы из литниковой системы. Одновременно с
увеличением скорости заполнения рабочей полости формы в самом расплаве
происходит некоторое понижение давления, что способствует разрыву потока. В
это время через имеющиеся в разъеме формы неплотности из-за случайно
образовавшихся пленочных «мостов» (рис. 6.17) и складок пленки (рис. 6.18) не
обеспечивают плотное прилегание полуформ и служат соединительными
каналами между атмосферой и рабочей полостью формы. В результате
атмосферный воздух инжектируется в расплав, насыщая его газовыми
пузырьками.
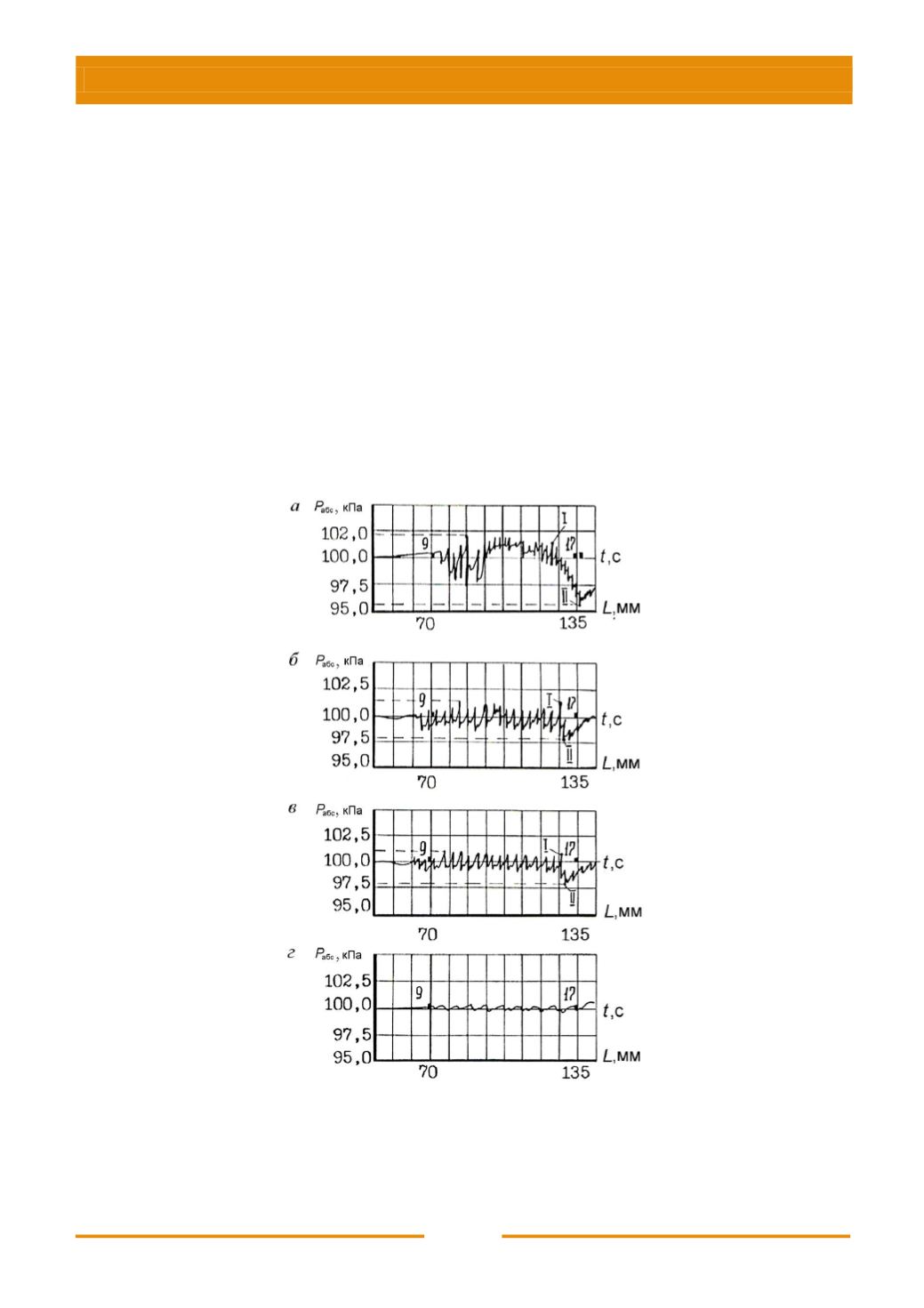
Рис. 6.15. Изменение газового давления в рабочей полости окрашенной
вакуумируемой формы при заполнении ее расплавом:
а
– форма без выпора;
б
– диаметр выпора 5 мм;
в
– диаметр выпора 10 мм;
г
– диаметр выпора 20 мм


