СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
210
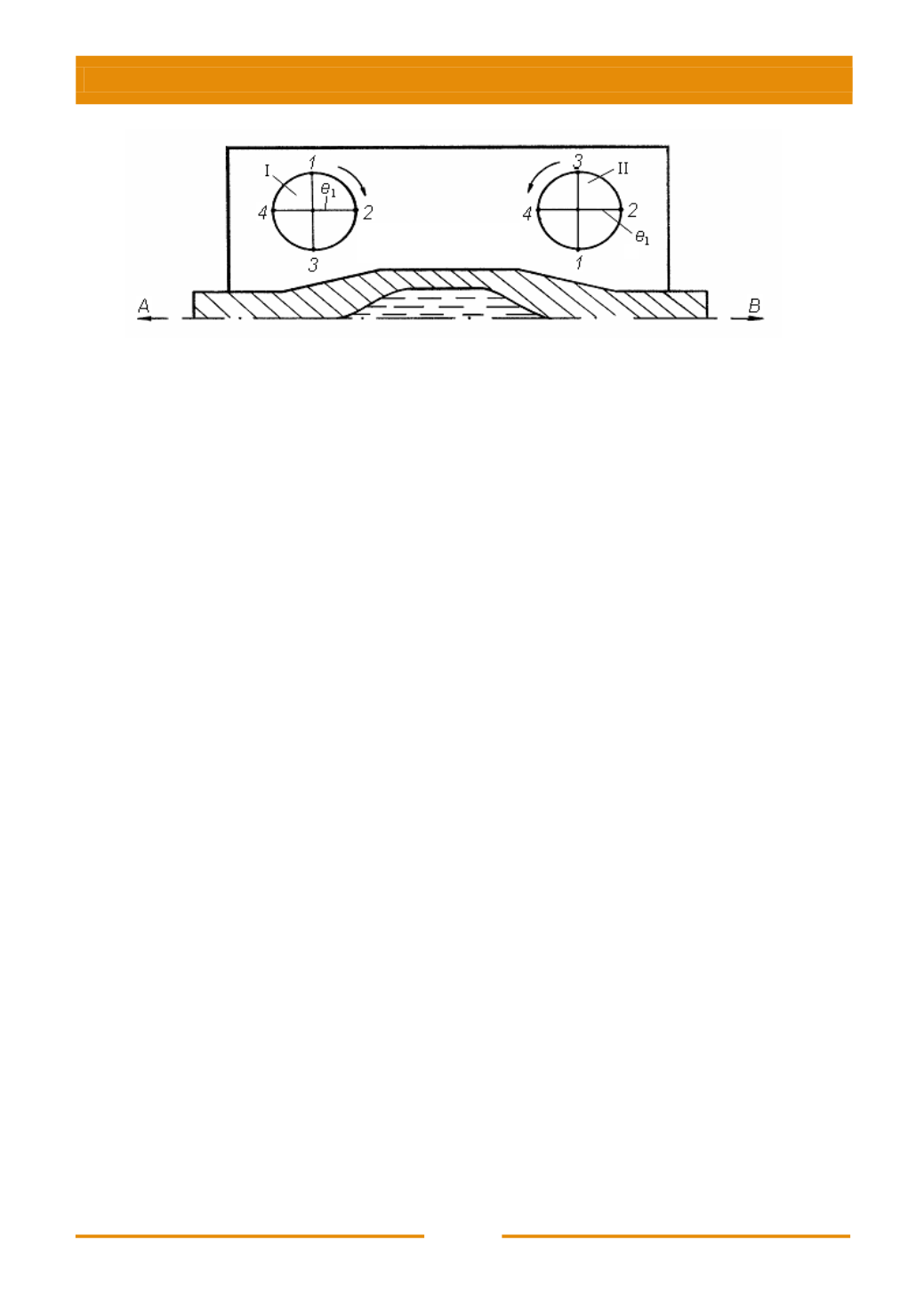
Рис. 7.3. Схема процесса
Движение верхней и нижней плит осуществляется через эксцентрики,
расположенные на крайних участках валов
3
в плоскости
p-p
и повернутые
относительно эксцентрика среднего участка, на котором крепится суппорт
1
, на
90
о
. Нижняя плита под окном
10
имеет вставку
15
из твердосплавного и
теплоизолирующего материала, предотвращающего размывание плиты.
На рис. 7.3 изображена кинематика одной части боковых бойков,
приводящихся в движение средними участками валов
3
(пары I и II) с
эксцентриком
e
1
, и прижимных плит
5
(рис. 7.2), приводящихся в движение
крайними участками валов
3
с эксцентриком
e
2
посредством устройства
6
.
Причем эксцентрики
e
1
пар I и II (рис. 7.3) повернуты друг относительно
друга на 180
. При повороте приводных эксцентриковых валов
3
на 90
средние
участки с эксцентриком
e
1
повернутся из положения
1
в положение
2
(рис. 7.3).
При этом бойками будет совершаться обжатие закристаллизовавшегося металла
на выходе
А
и его продвижение в сторону
В
. При повороте валов II из
положения
1
в положение
2
правая часть бойка-кристаллизатора будет отходить
от закристаллизовавшегося металла, давая возможность его продвижению в
сторону
В
. При повороте валов I на 90
о
эксцентрики крайних участков,
находящиеся на валах
1
, повернутся также из положения
1
в положение
2
. При
этом верхняя и нижняя прижимные плиты передвинутся в горизонтальной
плоскости на величину
е
2
в сторону
В
, что будет способствовать перемещению
металла в сторону
В
и заполнению зева, возникшего при расхождении бойков
правой стороны (рис. 7.3). При следующем повороте эксцентриковых валов из
положения
2
в положение
3
боковые бойки продолжают обжатие металла в
левой стороне и продвигают его в сторону
А
при условии
22 11
S S
, где
1
τ
и
2
τ
– соответственно касательные напряжения на гранях
1
S
и
2
S
;
1
S
;
2
S
–
соответственно поверхности контакта закристаллизовавшегося металла на
боковых частях и прижимных плитах; в правой стороне боковые бойки
продолжают отходить от металла, боковые плиты продвигают металл в правую
сторону на величину
2
2
e
, а в левой стороне происходит проскальзывание плит
относительно закристаллизовавшегося металла, т.к.
22 11
S S
. При следующем
повороте эксцентриковых валов из положения
3
в положение
4
и из
4
в
1
будет
происходить обратный ход: левая часть боковых бойков расходится, правая –
сходится, обжимая продвинутый прижимными плитами металл за ход
1
–
2
–
3
;


