СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
200
выделяющийся из стержня, не имеет выхода через знаковые части в наполнитель
формы
4
, как например, в сырых песчано-глинистых формах. Полимерная
пленка
2
, оформляющая знаковую часть модели, на стадии формообразования,
во время заливки формы не термодестругирует, так как не имеет прямого
контакта с расплавом и является непреодолимым препятствием для газов,
выделившихся из стержня под воздействием температуры расплава. В случае
если стержни выполнены с нарушением технологии и обладают значительной
газотворной способностью, вероятность попадания газов из стержня в
заливаемый расплав неизбежна.
Интенсивность проникновения газов с поверхности стержня в расплав во
многом будет определяться состоянием поверхности стержня и условиями его
смачивания, что подробно рассмотрено в работе [65].
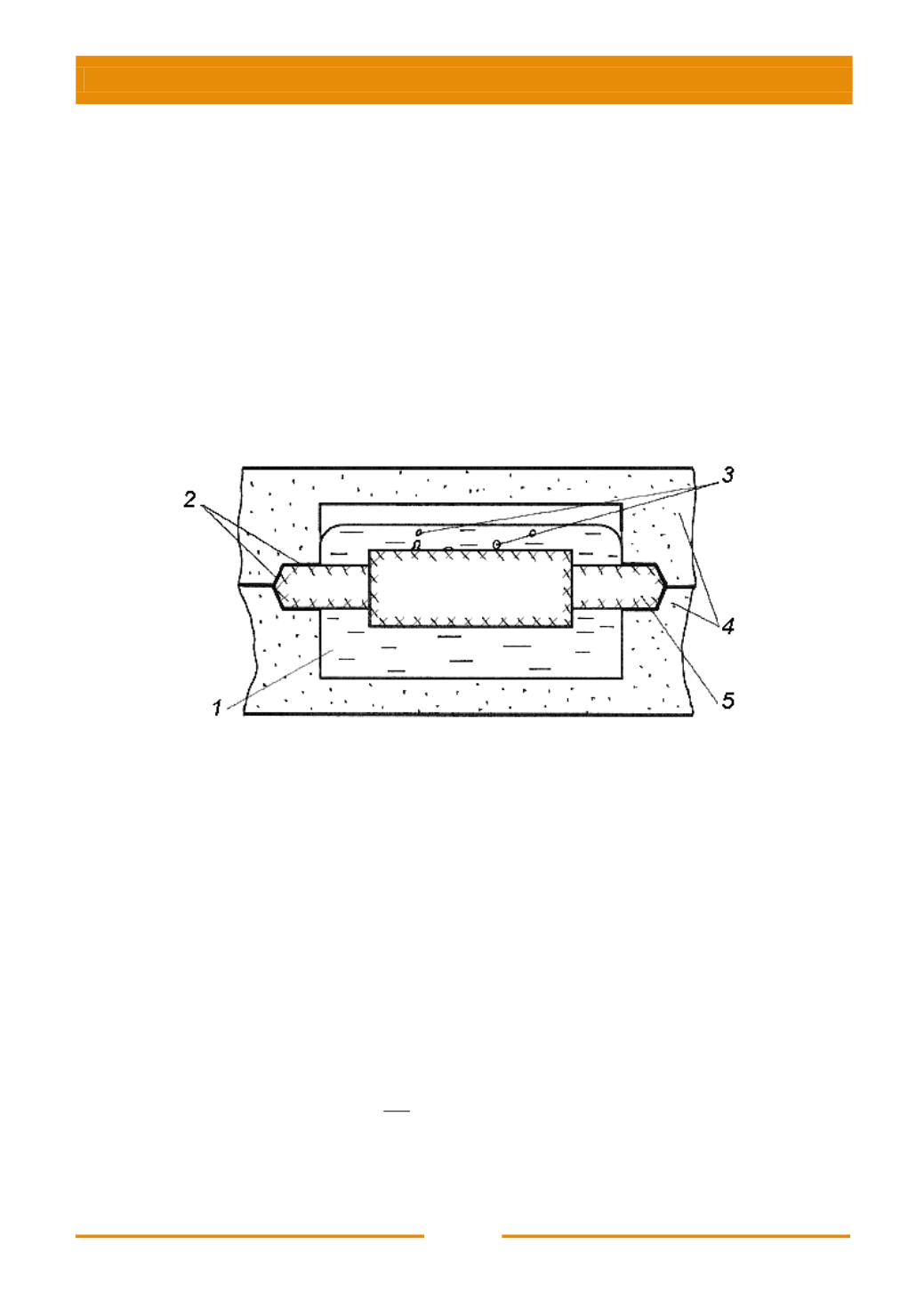
Рис. 6.21. Схема выделения газов из стержня при заливке
вакуумно-пленочных форм:
1
– заливаемый расплав;
2
– полимерная пленка, оформляющая знаковую часть;
3
– газовые пузырьки;
4
– вакуумируемые полуформы; 5 – стержень.
Очевидно, что наиболее благоприятным периодом возможного выхода
газовых пузырьков из жидкого металла будет период заполнения им рабочей
полости формы. В это время газовые пузырьки, образовавшиеся в расплаве в
результате подсоса по неплотностям в разъеме формы, в результате выделения
растворенных газов из жидкого металла или по вине газов, проникших в расплав
из стержня, без особых затруднений достигнут поверхности жидкого металла.
Препятствовать удалению газовых пузырей в этот период могут только
окисные пленки на поверхности металла и газовое давление в полости формы.
Условие выхода газовых пузырей из расплава будет иметь вид:
м м
ф г.п
sin 2
gh
r
P P
,
(6.29)
где
Р
г.п
– давление внутри газового пузыря;
r
– радиус газового пузыря.


